

 QQ交談
QQ交談
產(chǎn)品展示
DPH-90復(fù)方斑蝥膠囊包裝機(jī)價(jià)格

- 公司名稱:
- 更新時(shí)間:
- 所 在 地:
- 生產(chǎn)地址:
- 瀏覽次數(shù):
- 湖南中誠制藥機(jī)械廠
- 2016-06-12 15:37:28
- 長沙市
- 1021
![]()
【簡單介紹】
【詳細(xì)說明】
DPH-90型鋁塑泡罩包裝機(jī)是以PVC薄膜和PTP鋁箔為包裝材料的復(fù)合泡罩包裝機(jī),適用于多種規(guī)格尺寸的糖衣片、素片、膠囊等藥品的包裝,也可用于形狀相近的小五金、電子元件或食品包裝,具有密封可靠、攜帶使用方便、包裝外形美觀、機(jī)器結(jié)構(gòu)緊湊、自動化程度高、安裝維修方便等優(yōu)點(diǎn),符合GMP要求。
鋁塑泡罩包裝機(jī)主要技術(shù)參數(shù):
1、生產(chǎn)能力: 2-4萬粒/小時(shí)
2、沖截頻率: 30次/分,每次一版
3、標(biāo)準(zhǔn)版塊: 80×57mm (可按用戶要求設(shè)計(jì))
4、包裝材料: pvc 硬片 寬:50-105mm 厚:0.2-0.25mm
ptp 鋁箔 寬:50-105mm 厚:0.02mm
5、電源總功率:2.2 kw 380v 或220v 50Hz
6、外型尺寸: 1300×500×900mm
7、重 量: 250kg 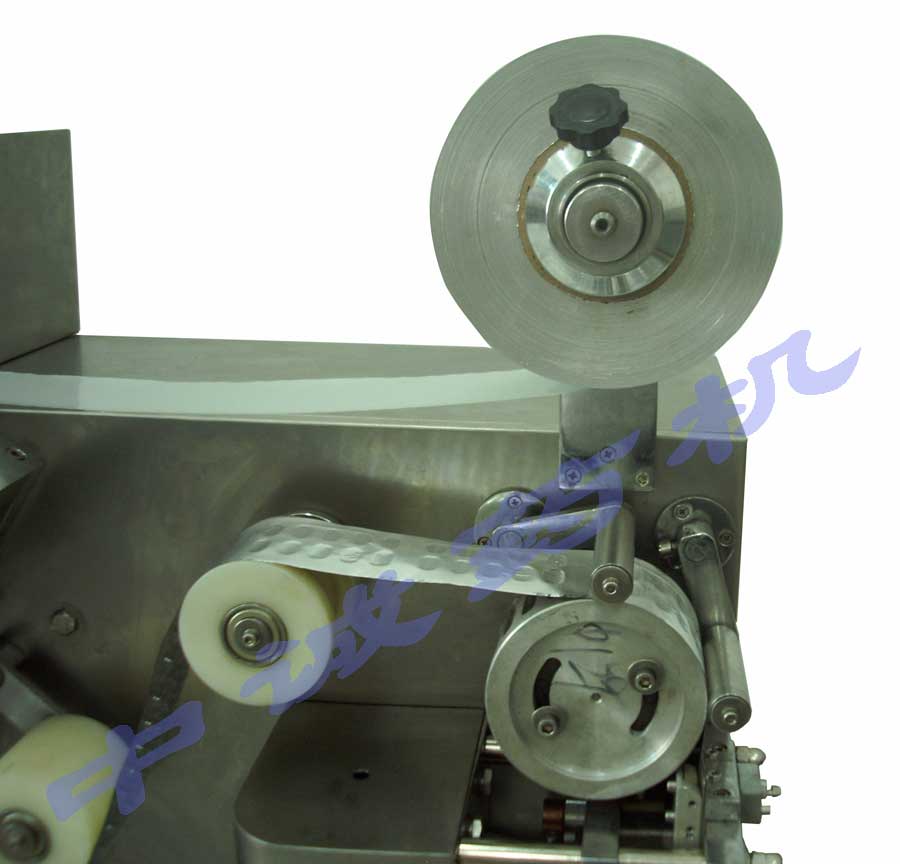





鋁塑泡罩包裝機(jī)主要技術(shù)參數(shù):
1、生產(chǎn)能力: 2-4萬粒/小時(shí)
2、沖截頻率: 30次/分,每次一版
3、標(biāo)準(zhǔn)版塊: 80×57mm (可按用戶要求設(shè)計(jì))
4、包裝材料: pvc 硬片 寬:50-105mm 厚:0.2-0.25mm
ptp 鋁箔 寬:50-105mm 厚:0.02mm
5、電源總功率:2.2 kw 380v 或220v 50Hz
6、外型尺寸: 1300×500×900mm
7、重 量: 250kg
鋁塑泡罩包裝機(jī)詳細(xì)介紹:
一、概述
DPH-90型鋁塑泡罩包裝機(jī)是我公司對市場充分調(diào)研的基礎(chǔ)上專為小型制藥廠、醫(yī)院藥劑科、藥廠研究所設(shè)計(jì)的新型包裝設(shè)備,該機(jī)性能穩(wěn)定、結(jié)構(gòu)緊湊、造型美觀、自動化程度高,適用于膠囊、片劑以及食品、化工、電子元器件等物品的泡罩式鋁塑復(fù)合密封包裝。
二、性能特點(diǎn)
1、主傳動部分采用擺線針輪,壽命長、運(yùn)轉(zhuǎn)平穩(wěn)。
2、成型、加料、熱封、打批號、沖裁一條龍完成。
3、同步準(zhǔn)確,網(wǎng)紋清晰,版程可調(diào),更換模具方便。
4、配置通用加料器,其充填率可達(dá)到99%以上。
5、體積小,重量輕、能耗少,價(jià)格低。
三、主要機(jī)構(gòu)及作用
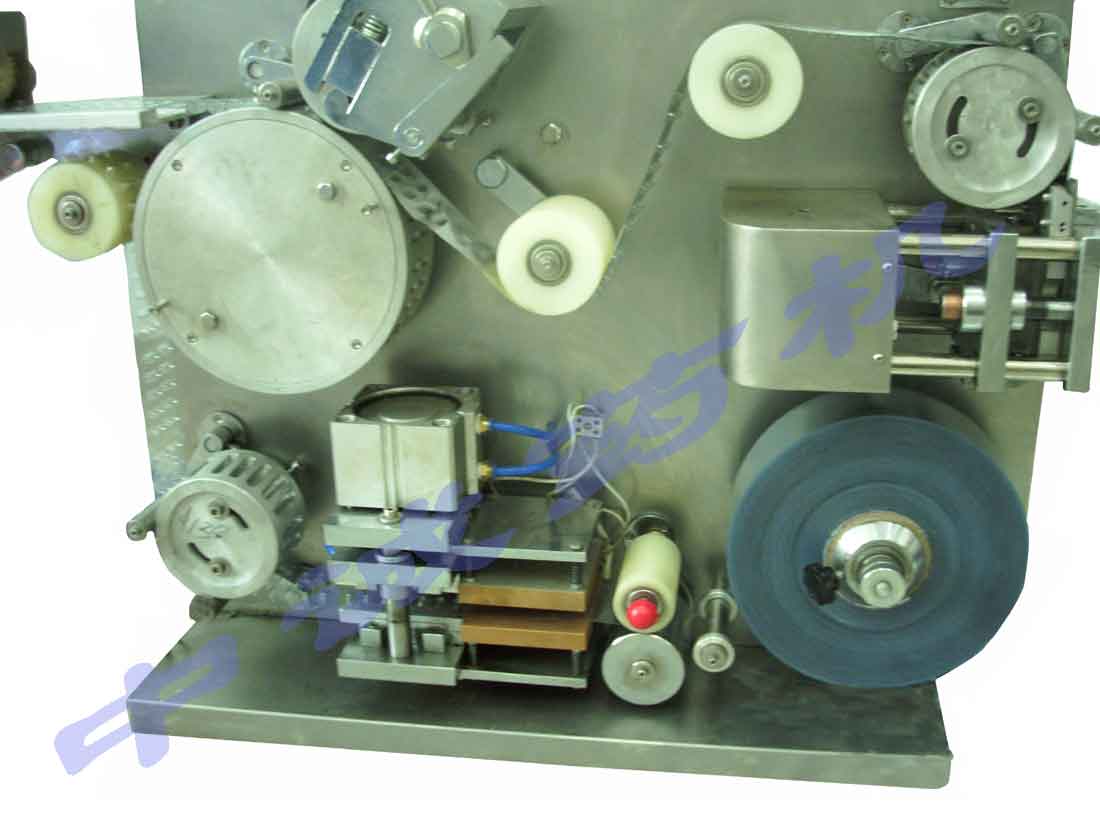
本機(jī)主要機(jī)構(gòu)包括機(jī)身、鋁箔支架、吸塑加熱器、吸泡機(jī)構(gòu)、加料器、PVC支架、熱封網(wǎng)紋、步進(jìn)機(jī)構(gòu)、傳動機(jī)構(gòu)、沖裁機(jī)構(gòu)、批號機(jī)構(gòu)、電器控制箱等。
1、機(jī)身:機(jī)身主要由機(jī)座和墻板組成,為本機(jī)主體,借以支承所有其它零部件。
2、鋁塑卷筒:包括鋁箔卷筒和塑片卷筒兩部分。卷筒主要由筒體、里外定子、制動圈和調(diào)節(jié)螺母等組成,筒體兩端用滾動軸承支承在支承軸上,為卷筒的轉(zhuǎn)動部分,當(dāng)牽引塑料薄膜或鋁箔時(shí),即帶動裝在卷筒上的卷料自由轉(zhuǎn)動。定子分里外定子,滑套在筒體外圓柱面上,并借固定螺釘固定在筒體的任意位置,用以安裝固定不同寬度的卷料。制動圈套裝在筒體的里端外圓柱面上,并固定在支板上,為卷筒的靜止部分,用以制動筒體。擰緊或退出制動圈外圓周上4只調(diào)節(jié)螺釘,可增加或減少對筒體的制動力,使被牽引的薄膜或鋁箔獲得必要的張緊力。調(diào)節(jié)螺母旋裝在支承軸并套裝在筒體的外端內(nèi)圓柱面上,并用1臺軸承與銅體連接,在筒體旋轉(zhuǎn)的情況下,轉(zhuǎn)動調(diào)節(jié)螺母,可使筒體實(shí)現(xiàn)軸向移動,用以調(diào)節(jié)鄭料的橫向位置。支承軸固定在支板上,支板固定在機(jī)身上,構(gòu)成卷筒的支承主體。
3、吸塑加熱器:吸塑加熱器主要由弧形熱盒、8支遠(yuǎn)紅外管、支承軸和定位器等組成,弧形熱盒上端鉸裝在支承軸上,并可繞軸擺動,工作時(shí)靠近吸塑滾模幅射加熱料薄膜,不工作時(shí)擺離吸塑滾模。遠(yuǎn)紅外管安裝在熱盒內(nèi),為本機(jī)構(gòu)的發(fā)熱元件,通過電子調(diào)壓器調(diào)節(jié)遠(yuǎn)紅外管兩極電壓來調(diào)節(jié)發(fā)熱量,使薄膜獲得必要的軟化溫度,支承軸固定在機(jī)身上,用以支承熱盒,定位器由彈簧拉桿和擋塊組成,分別安裝在熱盒和機(jī)身上,為熱盒工作位置定位之用。
4、吸泡滾模:本機(jī)關(guān)鍵部件,它與吸塑加熱器、熱封網(wǎng)輥相配合,先后完成泡罩成形、熱壓密封等工序。該部件主要由滾模、滾模軸、月形閥板以及真空和冷卻系統(tǒng)組成。
滾模用硬鋁合金制造,表面分布著泡窩,窩底鉆有微孔,通過月形閥板與真空吸氣管相通,使通過吸泡區(qū)段的塑料薄膜經(jīng)加熱器幅射加熱軟化后,被吸成泡罩。滾模套裝在滾模軸上,用螺母固緊,變換藥品時(shí),只要打開滾模密封端蓋松下螺母,即可更換滾模。滾模軸芯設(shè)有進(jìn)、排水道。冷卻水通過水道進(jìn)入滾模,起到冷卻作用。
5、加料器:它主要由料料、料槽、盤刷、滾刷及直流電機(jī)等組成,料料用于儲存藥品。開啟閘板,藥品自行進(jìn)入料糟,然后借助三只繞垂直軸轉(zhuǎn)動的盤刷將藥品刷入已成形的泡罩內(nèi),三只盤刷呈行星跡轉(zhuǎn)動,以提高加料器的填率;滾刷繞水平軸按順時(shí)針方向轉(zhuǎn)動,置于加料器的出口,將薄膜上未能進(jìn)入泡罩的藥品刷入泡罩或刷回加料器。
6、熱封網(wǎng)紋輥:熱封網(wǎng)紋輥與吸泡滾模配合,完成薄膜與鋁箔的熱壓密封工作,熱封網(wǎng)紋輥主要由網(wǎng)紋輥壓縮彈簧、離合裝置和支架等組成,網(wǎng)紋輥體內(nèi)裝有六只加熱管,工作時(shí)加熱網(wǎng)紋輥,然后使進(jìn)入熱封的鋁箔表面熱熔膠加熱熔化,網(wǎng)紋輥兩端的方塊軸承去隨在支架滑槽中,用壓縮彈簧加壓網(wǎng)紋輥。工作時(shí),使網(wǎng)紋輥靠近吸泡滾模,使進(jìn)入熱封的薄膜與加熱的鋁箔實(shí)現(xiàn)熱壓密封。離合裝置包括凸輪和撥叉,凸輪按逆時(shí)針方向旋轉(zhuǎn),經(jīng)撥叉使廣場軸承右移,反向壓縮加壓彈簧,網(wǎng)紋輥便離開吸泡滾模,當(dāng)沒有塑料薄膜和鋁箔進(jìn)入或不同時(shí)進(jìn)入熱封時(shí),網(wǎng)紋輥與吸泡滾模必須避免接觸,否則將可能損壞網(wǎng)紋輥和吸泡滾模。
7、批號裝置:批號設(shè)置在沖模內(nèi),模腔上方有長條方孔,長方孔內(nèi)裝入鋼字夾,鋼字由鋼字夾連成一體,鋼字夾外側(cè)端面用壓板壓住,壓板上的調(diào)節(jié)螺釘用于調(diào)節(jié)打印批號壓力,模腔上方的二只調(diào)節(jié)螺釘用于鎖緊鋼字,彈簧用于鋼字復(fù)位。更換批號鋼字時(shí),松開壓板上的二只內(nèi)六角螺釘,取出鋼字夾,換上鋼字,重新裝上壓板即可。
8、步進(jìn)機(jī)構(gòu):該機(jī)構(gòu)為沖裁工序的間歇進(jìn)給機(jī)構(gòu)由間歇運(yùn)動機(jī)構(gòu)和步進(jìn)輥筒組成,采用槽輪將傳動機(jī)構(gòu)的連續(xù)運(yùn)動轉(zhuǎn)換為間歇運(yùn)動。步進(jìn)輥筒表面有泡槽,泡槽與塑料泡帶結(jié)合借以牽引泡帶。步進(jìn)輥筒與沖模運(yùn)動必須嚴(yán)格協(xié)調(diào),步進(jìn)輥筒必須在沖模回程時(shí)間中作進(jìn)給運(yùn)動。當(dāng)運(yùn)動不協(xié)調(diào)時(shí),首先松開間歇運(yùn)動機(jī)構(gòu)的齒輪支板(在傳動箱中),擺動齒輪支板,使齒輪脫離嚙合狀態(tài),然后調(diào)節(jié)進(jìn)給時(shí)間。
9、傳動機(jī)構(gòu):該機(jī)構(gòu)包括主電動機(jī)、塔輪變速器、擺線針輪減速器和傳動齒輪等。主電動通過齒輪傳動分別將動力傳遞給吸泡滾模、步進(jìn)機(jī)構(gòu)和沖裁機(jī)構(gòu)。
10、沖裁機(jī)構(gòu):該機(jī)構(gòu)是將塑料泡帶沖裁成板塊狀包裝成品,它主要由曲柄桿機(jī)構(gòu)、中模板(沖頭)、模腔和刀片等組成,由曲柄連桿機(jī)構(gòu)實(shí)現(xiàn)中模板的往復(fù)動動,由中模板與模腔將泡帶沖裁成板塊,刀片安裝在中模板下側(cè)面,隨中模板運(yùn)動裁切泡帶廢邊。
四、開關(guān)和儀表功能說明
1、撥動電源開關(guān),接通電源。
2、按下主電機(jī)按鈕開關(guān),啟動主電機(jī),同時(shí)啟動真空泵電機(jī)。
3、關(guān)閉主電機(jī)按鈕開關(guān),主電機(jī)停止,一分鐘后真空泵電機(jī)停止。
4、打開PVC調(diào)壓電位器加熱器接通,按需調(diào)節(jié)電壓160~210V。
5、打開加料器電機(jī)旋鈕開關(guān),按需調(diào)節(jié)慢快。
6、按下熱封開關(guān)為接通電源,溫控儀工作,溫度130~180度左右。
五、操作方法
1、工藝流程
本機(jī)的工藝流程是,首先將塑料薄膜加熱軟件后吸成泡罩,然后在泡罩中充填藥品,并用鋁箔將泡罩熱壓密封,zui后將其沖切成規(guī)定尺寸的板塊。
2、操作程序
(1)撥通電源開關(guān),打工供水閥;
(2)按下預(yù)熱開關(guān),加熱器開關(guān),先開機(jī)預(yù)熱吸泡流通模至30度;
(3)放置PVC硬片,稍過吸泡滾模;
(4)關(guān)上吸泡加熱器盒,加熱PVC硬片;
(5)按下主電機(jī)啟動開關(guān),將PVC 吸泡4米長后,按下主電機(jī)停止開關(guān),并打開熱盒;
(6)將泡帶裝入本機(jī)各工位,稍過步進(jìn)輥筒,進(jìn)入沖模上的有機(jī)玻璃導(dǎo)板;
(7)待溫控儀溫度顯示在150度左右時(shí),鋪好鋁箔并打加料器閘門,將加熱器電機(jī)開關(guān)按下;
(8)關(guān)上吸泡加熱器熱盒,按下加料器開關(guān),并按下主電機(jī)啟動開關(guān),合攏網(wǎng)紋輥筒,機(jī)器開始全面工作。
3、模具更換
(1)吸泡滾模更換
切斷水源,打開密蓋上的二個(gè)放水螺釘,排除吸泡滾模內(nèi)腔積水。擰下密封蓋上的五只內(nèi)六角螺釘,取下密封蓋,用工具卸下固定吸泡滾模的圓螺母,把吸泡模從主軸上拉出,然后按相反步驟安裝吸泡滾模。拆卸時(shí)注意不要劃碰傷滾模表面。安裝時(shí),應(yīng)在配合面涂少許機(jī)油,并注意檢查O型密封圈是否完好。安裝后,月形閥要與吸泡滾模端面緊密貼合。
(2)步進(jìn)輥筒的更換:擰下步進(jìn)輥筒上的螺母,拉出步進(jìn)輥筒。
4、步進(jìn)機(jī)構(gòu)與沖裁機(jī)構(gòu)同步調(diào)整:參看“主要機(jī)構(gòu)與作用”的步進(jìn)輥筒部分。
5、吸塑加熱溫度調(diào)整
成形溫度對泡罩質(zhì)量有密切關(guān)系,溫度過高,塑料薄膜呈過軟化,容易吸薄泡頂,甚至拉破泡罩;溫度太低,吸泡困難,甚至吸不出泡。一般成形溫度應(yīng)控制在150-190℃以內(nèi),加熱溫度由調(diào)壓器調(diào)節(jié),與成形溫度對應(yīng)的電壓約為160-200V,調(diào)壓器安裝在機(jī)身背面的傳動箱內(nèi)。
6、薄膜和鋁箔橫向位置調(diào)整
參看“主要機(jī)構(gòu)及作用”的鋁塑卷筒部分,首先松開調(diào)節(jié)螺母外側(cè)的拼緊螺母,轉(zhuǎn)動調(diào)調(diào)節(jié)螺母,即可移動薄膜或鋁箔的橫向位置,調(diào)節(jié)完畢,重新擰拼緊螺母。
六、常見故障原因及排除方法:
| 故障 | 原因 | 排除方法 |
| 一、吸泡不良 | 1、真空泵不工作,2、真空系統(tǒng)壓力低于0.09毫巴:①濾器堵塞;②真空泵水油或無油;③管接頭滲漏;④連接閥板滲漏 | 1、檢查線路和電機(jī):①清洗濾器;②加注泵油;③擰緊或套緊管接頭或拆開重新涂801膠后擰緊;④刮研閥板 |
| 3、成形加熱溫度太低,溫度場不均。 | 3、更換加熱器,修理加熱器電阻絲疏密度。 | |
| 4、吸泡滾模上窩底微孔堵塞 | 4、用壓縮空氣吹或鋼絲疏通。 | |
| 5、吸泡滾模冷卻水溫不合適 | 5、調(diào)節(jié)供水量 | |
| 6、塑料薄膜質(zhì)量不符合要求 | 6、更換薄膜 | |
| 7、成形溫度太高,沅 頂吸薄或吸破 | 調(diào)低電壓 | |
| 二、熱封不牢 | 1、熱封溫度太低,鋁箔上熱熔膠末*熔化,2、熱封壓力不足 3、鋁箔質(zhì)量不符要求 | 1、檢查加熱器是否有損壞,滑環(huán)與碳刷接觸是否良好。2、調(diào)節(jié)熱封網(wǎng)輥的壓縮強(qiáng)彈簧的調(diào)節(jié)螺釘,增加壓力。3、更換鋁箔 |
| 三、僅在一側(cè)密封,另側(cè)密封不良 | 吸泡滾模與熱封網(wǎng)輥兩側(cè)壓力不均。 | 調(diào)整熱封網(wǎng)輥兩端的壓縮彈簧。 |
| 四、周期性密封不良 | 1、兩輥筒軸變形 2、兩輥筒表面損壞 | 與制造廠修理 |
| 五、僅在中間密封兩側(cè)密封不良 | 熱封網(wǎng)輥軸線與吸泡滾模軸線不平行(不在同一平面內(nèi),在空間交叉)。 | 調(diào)整熱封輥支架 |
| 六、起皺紋 | 1、鋁箔卷筒軸變形,與吸泡滾模軸線不平行,2、鋁箔中間導(dǎo)輥軸線與吸泡滾模軸線不平行,3、鋁箔沒有鋪正 | 1、校正軸或與制造廠修理 2、調(diào)整導(dǎo)輥 3、重新鋪正鋁箔 |
七、安裝與維護(hù)
1、安裝
本機(jī)運(yùn)轉(zhuǎn)時(shí)無振動,不需安裝底腳螺栓,可直接安放在硬質(zhì)地面上,底腳四角用橡皮墊平,校整機(jī)身墻板與水平面垂直,然后接好電源和冷卻水源。冷卻水源可用自來水或循環(huán)水。
2、維護(hù)
(1)機(jī)器必須在室溫0-27℃條件下工作,開機(jī)前必須對機(jī)器進(jìn)行全面檢查。
(2)開機(jī)前,按“潤滑示意批示牌”上規(guī)定的潤滑點(diǎn)加注潤滑油。正常工作后,按規(guī)定時(shí)間加注潤滑油。
(3)機(jī)器使用前,應(yīng)進(jìn)行空動轉(zhuǎn),檢查運(yùn)轉(zhuǎn)正常后方可使用。
(4)要嚴(yán)格按操作程度進(jìn)行,嚴(yán)格用硬物伸入沖模,用硬物敲擊吸泡滾模,熱封網(wǎng)輥。
(5)工作完畢,應(yīng)切斷電源,并待各加熱部分冷卻后,蓋上防塵護(hù)罩。
(6)真空泵的使用與維護(hù),參照其使用說明書。
八、電控系統(tǒng)
本機(jī)采用三相380伏,50赫芝交流電源,控制系統(tǒng)和加熱器采用220V交流電,指示燈采用發(fā)光二極管。
九、此包裝機(jī)包裝成品展示
尊敬的客戶如果您想了解鋁塑泡罩包裝機(jī)的更多詳細(xì)介紹或是有什么疑問,都可以以下進(jìn)行咨詢,如方便還可到公司現(xiàn)場咨詢觀看演示,我們也可以根據(jù)客戶的要求,對產(chǎn)品作適當(dāng)?shù)男薷幕蛳鄳?yīng)功能的增加,或是想馬上觀看實(shí)物和實(shí)物操作過程,設(shè)備的相關(guān)視頻和設(shè)備的實(shí)際報(bào)價(jià)(直銷價(jià);代理價(jià))請或免費(fèi): ,我司會有專業(yè)人員為您解答,以zui大的努力滿足您的需求。
相關(guān)產(chǎn)品
- DPH-90羚羊感冒膠囊包裝機(jī)
- DPH-90抗病毒膠囊包裝機(jī)
- DPH-90通便靈膠囊包裝機(jī)
- DPH-90愈傷靈膠囊包裝機(jī)
- DPH-90頭孢氨芐膠囊包裝機(jī)
- DPH-90中藥丸吸塑泡罩包裝機(jī)
- DPH-90軟膠囊鋁塑泡罩包裝機(jī)
- DPH-90膠囊吸塑泡罩包裝機(jī)
- DPH-90鋁箔泡罩包裝機(jī) 價(jià)格
- DPH-90小蜜丸鋁塑泡罩包裝機(jī)
- DPH-90膠囊鋁箔泡罩包裝機(jī)
- DPH-90自動鋁塑泡罩包裝機(jī)報(bào)價(jià)
- DPH-90排毒養(yǎng)顏膠囊包裝機(jī)
- DPH-90復(fù)方斑蝥膠囊包裝機(jī)價(jià)格
- DPH-90膠囊藥品包裝機(jī)械_價(jià)格|參數(shù)|說明
- DPH-90小型鋁塑包裝機(jī)價(jià)格
- DPH-90膠囊是什么做的
- DPH-90鋁塑包裝機(jī)|膠囊包裝機(jī)|鋁塑泡罩包裝機(jī)|真空包裝機(jī)價(jià)格
- DPH-90膠囊鋁塑包裝機(jī)價(jià)格
- DPH-90藥材鋁塑包裝設(shè)備價(jià)格
- DPH-90膠囊自動包裝機(jī)
- DPT-90鋁塑包裝機(jī)價(jià)格|鋁塑包裝機(jī)報(bào)價(jià)
- DPT-90膠囊包裝機(jī)價(jià)格|膠囊包裝機(jī)報(bào)價(jià)
產(chǎn)品搜索
請輸入產(chǎn)品關(guān)鍵字:

聯(lián)系方式
地址:湖南省長沙市雨花區(qū)黎托
郵編:410000
聯(lián)系人:羅經(jīng)理
電話:0731-84473275,84474121
傳真:0731-84515463
手機(jī):13507482160
留言:發(fā)送留言
網(wǎng)址:www.2688300.com
商鋪:http://www.xldjsj.com/st8779/
郵編:410000
聯(lián)系人:羅經(jīng)理
電話:0731-84473275,84474121
傳真:0731-84515463
手機(jī):13507482160
留言:發(fā)送留言
網(wǎng)址:www.2688300.com
商鋪:http://www.xldjsj.com/st8779/