


 20
20

宇電AI-526溫控器在線纜擠出機上的應用
【摘要】擠出成型工藝是聚合物加工領域中生產品種多、變化多、生產率高、適應性強、用途廣泛、產量所占比重大的成型加工方法。本文是基于現場技術人員的實踐與總結,介紹利用宇電智能調節器AI-526的加熱制冷雙輸出功能,實現對于線纜擠出機的控制。
【關鍵詞】智能PID儀表;線纜擠出機、線纜設備
1、線纜擠出的原理過程
電線電纜的塑料絕緣和護套是采用連續擠壓方式進行的,擠出設備一般是單螺桿擠塑機。塑料在擠出前,要事先檢查塑料是否潮濕或有無其它雜物,然后把塑料預熱后加入料斗內。在擠出過程中,裝入料斗中的塑料借助重力或加料螺旋進入機筒中,在旋轉螺桿的推力作用下,不斷向前推進,從預熱段開始逐漸的向均化段運動;同時,塑料受到螺桿的攪拌和擠壓作用,并且在機筒的外熱及塑料與設備之間的剪切摩擦的作用下轉變為粘流態,在螺槽中形成連續均勻的料流。在工藝規定的溫度作用下,塑料從固體狀態轉變為熔融狀態的可塑物體,再經由螺桿的推動或攪拌,將*塑化好的塑料推入機頭;到達機頭的料流,經模芯和模套間的環形間隙,從模套口擠出,擠包于導體或線芯周圍,形成連續密實的絕緣層或護套層,然后經冷卻和固化,制成電線電纜產品。
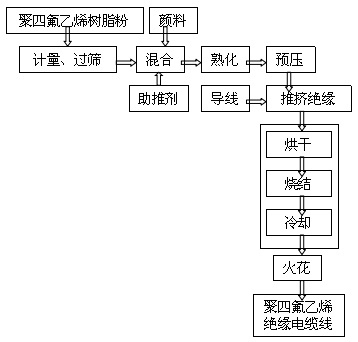
圖1 線纜擠出的原理過程
2、宇電AI-526溫控器具體應用
2.1客戶介紹以及要求:東莞偉達隆機械有限公司是電線電纜行業老牌企業,從事專業電線電纜設備設計制造服務近二十五年, 是當地線纜設備的之一。
線纜擠出機溫度部分主要由料筒和機頭兩部分組成,每部分都由3-7個溫區組成,并且每個溫區的溫度設定值可各不相同,這個使得擠出機的控制比一般的機械都來的更為復雜。各區間按照工藝要求所設定溫度值的差異、螺桿旋轉和物料摩擦產生的熱量等這些因素都會給控制效果帶來干擾,直接造成的影響就是溫度很難控制,各個熱區的溫度波動較大,容易使得溫度過沖或者溫度不夠,導致終的產品不合格,無法達到驗收標準。客戶之前使用的歐姆龍E5EZ型溫控器,控制效果一般,客戶想要更進一步的提升設備控溫準確性和穩定性,決定使用宇電AI-526溫控器替代。
2.2實施方案以及應用分析:根據客戶的要求,為客戶選定的宇電儀表型號是AI-526EGL1S(V8.28),這個儀表型號具有的儀表功能如下,0.25級精度,雙PID,加熱制冷雙輸出,支持雙通訊協議。基于此儀表功能,為客戶設計了PLC配合儀表使用的方案,具體過程如下:系統啟動時,進入加熱狀態,溫度傳感器(熱電偶或者熱電阻)檢測到溫度模擬量信號后發送給儀表,儀表讀取溫度,測量到的實測值與溫度設定值進行比較得到偏差,根據AI-526內置的AI人工智能PID調節算法,求得相應的控制量去控制固態繼電器,從而調節電加熱器的加熱功率。當溫度達到設定值時停止加熱,此時,PLC通過485通訊的方式獲得信號,并利用該信號來控制系統的運行狀態。由于螺桿旋轉的剪切會產生摩擦產生的多余熱量,為了避免溫度過高使塑料分解、焦燒或定型困難,當溫度過高時,AI-526溫控器的制冷功能起作用,制冷端輸出信號控制風冷系統啟動,使溫度下降到設定值。通過加熱制冷雙輸出的配合控制,形成對于溫度模擬量的閉環測量和控制,達到客戶預想要的溫度。整個系統中例如開關量的邏輯控制、順序控制和壓力、流量等其他模擬量信號的采集則交給PLC來完成。
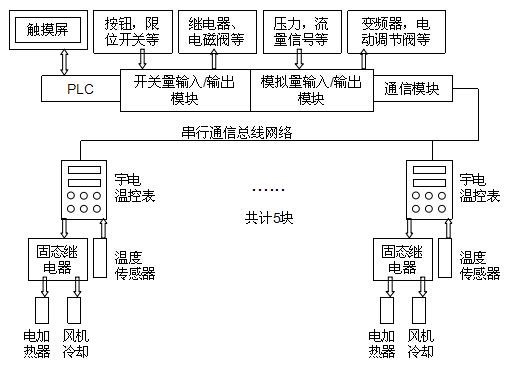
圖2 擠出機控制系統的總體結構
2.3 使用效果
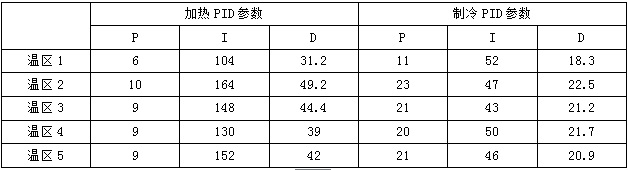
方案實施后,現場的技術人員在使用儀表前,做了自整定,但是實際的控制效果還是過沖5℃,沒有達到客戶預想的溫度,原因是因為線纜擠出機各個溫區之間的距離很近,容易造成相互之間的干擾,所以自整定的參數并不能很好的控制住。通過微調PID參數,P值加大,I值加大(每次調整值在5%-10%),微調幾次后,溫度終穩定控制在偏差1℃左右,順利達到客戶預想的控制效果。
客戶終調整的五組PID參數如下(僅供參考):
3.總結
使用宇電的AI-526溫控儀取代歐姆龍E5EZ溫控器,進一步提升了線纜擠出機設備控溫的準確性和穩定性,整個系統運行安全、可靠、穩定。客戶實際使用起來,宇電的AI-526溫控儀操作簡易,功能全面,性價比和實用性都相比于原有儀表更具有競爭力。