 您好, 歡迎來到化工儀器網
您好, 歡迎來到化工儀器網






| 應用領域 | 化工 |
|---|
產品簡介
詳細介紹
不銹鋼直縫焊管在線渦流探傷儀檢測工件信息:
| 檢測對象名稱 | 不銹鋼直縫焊管,圓管 |
| 材料 | 不銹鋼(2、3系等) |
| 尺寸規格 | 規格:φ9mm-35mm,壁厚0.2-0.4mm。 |
| 焊縫寬度 | ≈1mm |
| 長度 | 長在線探傷,探傷完后飛鋸切管或盤管 |
| 彎曲度 | 1.5mm/m(檢測工位處) |
| 圓度 | 圓管≤0.1mm |
| 粗糙度 | 管壁及焊縫(有刮毛刺)≤3.2 |
| 硬度 | 較硬 |
| 在線速度 | 焊接速度: 0.6≤10m/min(氬弧焊一般速度較慢) |
| 檢測部位溫度 | 80-100℃或常溫 |
不銹鋼直縫焊管在線渦流探傷儀檢測要求及精度標準
| 檢測執行標準 | ||
| 標準編號 | 標準名稱 | 等級 |
| YB/T 4083-2011 | 渦流自動化探傷系統綜合性能檢測方法 | / |
| GB/T 7735-2004 | 鋼管渦流探傷檢驗方法 | B級() |
1.3系統技術參數
系統名稱:不銹鋼直縫焊管在線渦流自動化檢測系統
檢測方式:在線穿過式雙通道渦流檢測
控制模式:自動+手動
儀器及探頭:渦流儀器:公司自主研發的雙通道數字高智能渦流探傷儀及探頭。
檢測平臺:自主研發的核心檢測平臺。
檢測操作簡述:根據檢測要求調整好探傷儀技術參數、檢測標準樣件;
根據工件規格調整探頭及探頭位置;
探傷系統檢測工件、報警、打標;
根據報警調整焊接設備(模具、焊頭)
探傷主機做好數據記錄、存儲、分析等工作;
自動生成探傷報告。
1.4重要的系統性能參數:
| 序號 | 名稱 | 技術參數 | 備注 |
| 1 | 端頭盲區 | ≤100m | 取決于測試速度 |
| 2 | 穩定性 | 8小時后£2dB | 測試標樣 |
| 3 | 噴標精度 | ±50mm | 測試標樣 |
| 4 | 漏報率 | 0% | 測試標樣 |
| 5 | 誤報率 | ≤2% | 測試標樣 |
| 6 | 檢測速度 | 0.6≤600m/min 氬弧焊根據客戶焊接速度調整 | 取決買方焊接速度=速度可達600m/min(本項目為不銹鋼氬弧焊,速度較慢) |
第二部分:檢測系統描述及配置
2.1穿過式渦流檢測原理:
渦流檢測是把導體接近通有交流電的線圈(簡稱探頭),由線圈建立交變磁場,該交變磁場通過導體,并與之發生電磁感應作用,在導體內建立渦流。導體中的渦流也會產生自己的磁場,渦流磁場的作用也會改變原磁場的強弱,進而導致線圈電壓和阻抗的變化。因此當導體表面或近表面出現缺陷或測量的金屬材料發生變化時,將影響到渦流的強度和分布,渦流的變化又引起了檢測線圈電壓和阻抗的變化,根據這一變化,就可以間接地知道導體內缺陷的存在及金屬材料的性能是否有變化。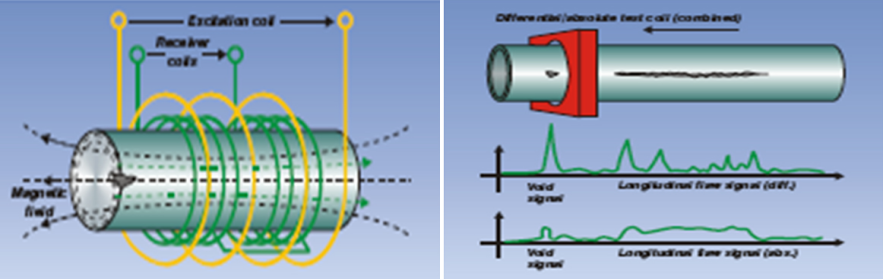
第三部分:檢測系統描述及配置
3.1系統總體描述
整套(單套)在線系統包括:智能數字雙通道探傷儀、定制探頭架、探頭、報警系統、打標系統、定制正版檢測軟件。
核心檢測部位簡圖↑

在線渦流檢測案例圖片↑
重要說明:因氬弧焊接速度較慢,為達到檢測效果,視規格要求分別采用穿過式、馬鞍式檢測。在儀器選擇上,采用瑞戈聯合研發團隊專門針對不銹鋼直縫焊管氬弧焊研發的,擁有行業技術的*濾波參數的儀器。
3.2系統工作流程
本項目根據檢測要求調整好探傷儀技術參數、檢測標準樣件→將工件手動通過探頭特定位置→工件自動勻速前進→檢測探頭自動進行檢測→檢測完畢后→當系統檢測到工件缺陷時自動報警→調整焊頭→探傷主機做好數據記錄、存儲、分析等工作。可以實現100%覆蓋檢測,做到*。并可對當班檢測情況自動生成檢測報告:檢測批次、數量、缺陷數量等。
3.3儀器、軟件、探頭配置
3.3.1渦流探傷儀(超低速氬弧焊)
3.3.1.1HET系列雙通道渦流檢測儀概述(決定檢測效果的核心技術)
智能數字渦流探傷儀(HET系列)是采用大規模進口集成電路,結合的渦流技術、光電技術、微機控制的全自動檢測機器。配以精美設計的機械傳動裝置,形成完整的機電一體化系統,采用WINDOWS操作平臺編寫的軟件使儀器使用更為簡便、智能。儀器性能穩定、可靠,具有自動化程度高、檢測速度快,于高速檢測金屬、管、線材的在線探傷的渦流檢測設備。
HET系列智能離線渦流探傷儀能夠快速檢測出各種不同材質的金屬、管、線材的表面裂紋、暗縫、氣孔、夾雜 和開口裂紋等缺陷具有很高的檢測靈敏度。
HET系列渦流探傷儀具有50Hz~10MHz 測試頻率范圍,能夠適應各種不同金屬道的檢測要求,多種*的報警模式,快速自動電子數字平衡,并且由于采用全數字化設計。因此,能夠在儀器內建立標準檢測程序,方便用戶在改換不同規格的材料時調用。同時24小時實時保存檢測數據,真正做到檢測“有根有據”,確保復查“0”缺陷。