 您好, 歡迎來到化工儀器網
您好, 歡迎來到化工儀器網


| 供貨周期 | 現貨 |
|---|
上海興拓機械,總部位于中國的經濟中心上海,交通環境四通八達,經常程度十分發達。公司從事自動化機械設備和電線電纜、發電機、傳感器等設備的貿易已經超過了十年。十年來一直走在行業的前端,一直為所有的客戶提供優質的設備。提倡更好的服務于客戶和為了客戶尋求更好的進口商品.
 |
| 參考價 | 面議 |
更新時間:2024-08-23 14:34:37瀏覽次數:488
聯系我們時請說明是化工儀器網上看到的信息,謝謝!
 |
|
|
 |
 |
德國rexroth空氣過濾器B 7 SL現貨
上海興拓機械,總部位于中國的經濟中心上海,交通環境四通八達,經常程度十分發達。公司從事自動化機械設備和電線電纜、發電機、傳感器等設備的貿易已經超過了十年。十年來一直走在行業的前端,一直為所有的客戶提供優質的設備。提倡更好的服務于客戶和為了客戶尋求更好的進口商品.
rexroth的產品是*的,因為在世界市場上,目前沒有其他的品牌能向顧客提供所有傳動與控制技術,專門化與一體化并舉。正因如此,博世-力士樂在液壓傳動、控制及移動技術等領域成為了世界性的榜樣。力士樂(Rexroth)為工業及工廠自動化、行走機械、以及可再生能源等領域的客戶提供傳動、控制與移動解決方案;作為超過50萬客戶的共同選擇,力士樂正不斷為客戶提供高質量的電控、液壓、氣動以及機電一體化元件和系統。Rexroth-力士樂氣動產品大量應用在鉆修設備的氣路上,以及Caterpillar卡特匹勒與Allison艾里遜變速箱的配合中以實現動力的操作和控制。以Rexroth-力士樂高性能的液壓產品為依托,Rexroth向鋼鐵行業提供連鑄、連軋等生產線的全套液壓系統和液壓元件。BoschRexroth博世-力士樂在船舶和海洋鉆井平臺的液壓和氣動傳動系統及控制方面具有淵博的經驗,產品應用在鉆井平臺、推進系統、舵機系統、發動機控制系統等等
產品
REXROTH力士樂
REXROTH柱塞泵,
REXROTH齒輪泵
REXROTH葉片泵,
REXROTH電磁閥
REXROTH換向閥,
REXROTH油泵,
REXROTH導軌,
Rexroth隆興液壓,
REXROTH滾珠絲桿,
REXROTH滑塊,
REXROTH比例閥,
REXROTH壓力閥
REXROTH傳感器,
REXROTH馬達
REXROTH伺服閥,
REXROTH繼電器
過濾器(filter)是輸送介質管道上*的一種裝置,通常安裝在減壓閥、泄壓閥、定水位閥,方工過濾器其它設備的進口端設備。過濾器由筒體、不銹鋼濾網、排污部分、傳動裝置及電氣控制部分組成。待處理的水經過過濾器濾網的濾筒后,其雜質被阻擋,當需要清洗時,只要將可拆卸的濾筒取出,處理后重新裝入即可,因此,使用維護極為方便。
應用行業
⒈園林草坪、農業的灌溉。
過濾器
過濾器
⒉飲食、紡織、礦業、電子、鑄造行業的總供水過濾系統。
⒊制漿造紙、冶金、機械行業的噴嘴用水過濾。
⒋食品、電力、礦業、冶煉業的一般循環水過濾。
⒌醫藥、石化煉油、空調系統或供暖系統冷卻塔循環水的過濾。
⒍石油化工、機電、醫藥的污水離子交換預處理
空氣過濾器是通過多孔過濾材料的作用從氣固兩相流中捕集粉塵,并使氣體得以凈化的設備。它把含塵量低的空氣凈化處理后送入室內,以保證潔凈房間的工藝要求和一般空調房間內的空氣潔凈度。
性能指標
過濾精度
指允許通過的雜質顆粒的大直徑。影響過濾精度的關鍵是濾芯,可根據后面元器件的需要選擇不同的濾芯,使其達到相應的過濾精度。
流量特性
指在一定的進口壓力下,通過過濾器的空氣流量與過濾器兩端壓力降之間的關系曲線,實際使用時,一般需要在壓力損失小于0.03MPa的范圍內選用。在空氣過濾器中,影響流量特性的主要是本體和濾芯。
分水效率
指分離出來的水分與進氣口空氣中所含水分之比.一般要求空氣過濾器的分水效率不小于80%.影響分水效率的主要是導流板。
空氣過濾器用不同的濃度計量有不同的過濾效率。
(1)計重效率含塵濃度以質量濃度(g/m?)來表示
(2)計數效率含塵濃度以計數濃度(pc/L)來表示
(3)鈉焰效率以氯化鈉固體粒子作塵源。通過光電火焰光度計測得氯化鈉粒子濃度。鈉焰效率與計數效率相當。
過濾器阻力
在額定風量下新過濾器的阻力稱為初阻力;在額定風量下,過濾器的容塵量達到足夠大而需要清洗或更換濾料時的阻力稱為終阻力。
過濾器的容塵量
在額定風量下,過濾器的阻力達到終阻力時,其所容納的塵粒總質量稱為該過濾器的容塵。
尺寸45/21
連接高DN55
工作溫度-20...+100°C
特征
高效,特殊的過濾材料
在寬壓差范圍內過濾非常細小的顆粒和高容塵量
流體系統中的空氣過濾和除濕
安裝方式
分為三種:法蘭連接,螺紋連接及焊接。
法蘭連接就是把兩個管道、管件或器材,先各自固定在一個法蘭盤上,然后在兩個法蘭盤之間加上法蘭墊,后用螺栓將兩個法蘭盤拉緊使其緊密結合起來的一種可拆卸的接頭。
法蘭連接工藝流程如下:
*,法蘭與管道的連接要符合以下要求:
1、管道與法蘭的中心要在同一水平線上。
2、管道中心與法蘭的密封面成90度垂直形狀。
3、管道上法蘭盤螺栓的位置應該對應*。
第二,墊法蘭墊片,要求如下:
1、在同一根管道內,壓力相同的法蘭選擇的墊片應該要一樣,這樣才便于以后互相交換。
2、對于采用橡膠板的管道,墊片一般也選擇橡膠的,例如水管線。
3、墊片的選擇原則是:盡量靠近小寬度選擇,這是在確定墊片不會被壓壞的前提應該遵循的原則。
第三,連接法蘭
1、檢查法蘭、螺栓和墊片的規格是否符合要求。
2、密封面要保持光滑整潔,不能有毛刺。
3、螺栓的螺紋要完整,不能有缺損,嵌合要自然。
4、墊片質地要柔韌,不易老化,表面沒有破損,褶皺、劃痕等缺陷。
5、裝配法蘭前,要把法蘭清洗干凈,去除油污、灰塵、銹跡等雜物,密封線剔除干凈。
第四,裝配法蘭
1、法蘭密封面與管道中心垂直。
2、相同規格的螺栓,安裝方向也相同。
3、安裝在支管上的法蘭安裝位置應該距離立管的外壁面在100毫米以上,距離建筑物的墻面距離應該在200毫米及以上。
4、不要把法蘭直接埋在地下,容易被腐蝕,如果必須埋在地下,就要做好防腐處理。
螺紋連接是一種廣泛使用的可拆卸的固定連接,具有結構簡單、連接可靠、裝拆方便等優點。傳統的螺紋檢測方法是利用螺紋量規進行接觸或利用萬能工具顯微鏡進行人工測量,工作量大,工作效效率規的低,測量結果易受人為影響。
在接觸式測量中,螺紋量規易磨損,從而影響測量精度,更換量規的成本也高。另外,在有些工作場合人工難以完成檢測工作。為此,需要自動的螺紋檢測設備來解決螺紋檢測的瓶頸問題,以提高緊固件企業的效益。
類型
螺栓連接
用于連接兩個較薄零件。在被連接件上開有通孔。普通螺栓的桿與孔之間有間隙,通孔的加工要求低,結構簡單,裝拆方便,應用廣泛。鉸制孔螺栓(GB/T27)孔與螺桿常采用過渡配合如H7/m6,H7/n6。這種連接能精確固定被連接件的相對位置。適于承受橫向載荷,但孔的加工精度要求較高,常采用配鉆,鉸
雙頭螺栓連接
用于被連接件之一較厚,不宜于用螺栓連接,較厚的被連接件強度較差,又需經常拆卸的場合。在厚零件上加工出螺紋孔,薄零件上加工光孔,螺栓擰入螺紋孔中,用螺母壓緊薄零件。在拆卸時,只需旋下螺母而不必拆下雙頭螺栓。可避免大型被連接件上的螺紋孔損壞
螺釘連接
螺栓(或螺釘)直接擰入被連接件的螺紋孔中,不用螺母。結構比雙頭螺栓簡單,緊湊。用于兩個被連接件中一個較厚,但不需經常拆卸,以免螺紋孔損壞
緊定螺釘連接
利用擰入零件螺紋孔中的螺紋末端頂住另一零件的表面或頂入另一零件上的凹坑中,以固定兩個零件的相對位置。這種連接方式結構簡單,有的可任意改變零件在周向或軸向的位置,以便調整,如電器開關旋鈕的固定
沉頭螺釘
用于強度要求不高,螺紋直徑小于10mm的場合。螺釘頭部或局部沉入被連接件,這種結構多用于要求外表面平整的場合,如儀表面板
自攻螺釘
用于連接強度要求不高的場合。但一般應先預先制出底孔。若采用帶鉆頭部分的自鉆自攻螺釘,則不需預制底孔,用于有色金屬,木材等
木螺釘連接
一般用于木結構的連接。木質件視其材質的硬度和木螺釘的長度,可以不預制或制出一定大小,深度的預制孔
自攻鎖緊螺釘連接
其螺紋為弧形三角界面,螺釘經表面淬硬,可擰入金屬材料的預制孔中,擠壓形成內螺紋。擠壓形成的內螺紋比切制的提高強度30%以上。螺釘的做小抗拉強度為800MPa。自攻鎖緊螺釘有低擰緊力矩,高鎖緊性能,已在家用電器,電工和汽車行業中大量使用
緊固件-組合件連接
墊圈與外螺紋緊固件由標準間專業廠生產后組裝成套供應。我國于1988年發布了23個緊固件組合件生產標準。這種連接件使用方便,省時,安全可靠,常用于緊密采用緊固件連接的場合,如電器柜的接線柱焊接,,也稱作熔接、镕接,是一種以加熱、高溫或者高壓的方式接合金屬或其他熱塑性材料如塑料的制造工藝及技術。
焊接,,也稱作熔接、镕接,是一種以加熱、高溫或者高壓的方式接合金屬或其他熱塑性材料如塑料的制造工藝及技術。
注意事項
一、電弧的長度
電弧的長度與焊條涂料種類和藥皮厚度有關系。但都應盡可能采取短弧,特別是低氫焊條。電弧長可能造成氣孔。短弧可避免大氣中的O2、N2等有害氣體侵入焊縫金屬,形成氧化物等不良雜質而影響焊縫質量。
二、焊接速度
適宜的焊接速度是以焊條直徑、涂料類型、焊接電流、被焊接物的熱容量、結構開頭等條件有其相應變化,不能作出標準的規定。保持適宜的焊接速度,熔渣能很好的覆蓋著熔潭。使熔潭內的各種雜質和氣體有充分浮出時間,避免形成焊縫的夾渣和氣孔。在焊接時如運棒速度太快,焊接部位冷卻時,收縮應力會增大,使焊縫產生裂縫。
焊絲選用的要點
焊絲的選擇要根據被焊鋼材種類、焊接部件的質量要求、焊接施工條件(板厚、坡口形狀、焊接位置、焊接條件、焊后熱處理及焊接操作等待)、成本等綜合考慮。
焊絲選用要考慮的順序如下:
①根據被焊結構的鋼種選擇焊絲對于碳鋼及低合金高強鋼,主要是按“等強匹配”的原則,選擇滿足力學性能要求的焊絲。對于耐熱鋼和耐候鋼,主要是側重考慮焊縫金屬與母材化學成分的*相似,以滿足耐熱性和耐腐蝕性等方面的要求。
②根據被焊部件的質量要求(特別是沖擊韌性)選擇焊絲與焊接條件、坡口形狀、保護氣體混合比等工藝條件有關,要在確保焊接接頭性能的前提下,選擇達到大焊接效率及降低焊接成本的焊接材料。
③根據現場焊接位置對應于被焊工件的板厚選擇所使用的焊絲直徑,確定所使用的電流值,參考各生產廠的產品介紹資料及使用經驗,選擇適合于焊接位置及使用電流的焊絲牌號。
焊接工藝性能包括電弧穩定性、飛濺顆粒大小及數量、脫渣性、焊縫外觀與形狀等。對于碳鋼及低合金鋼的焊接(特別是半自動焊),主要是根據焊接工藝性能來選擇焊接方法及焊接材料。
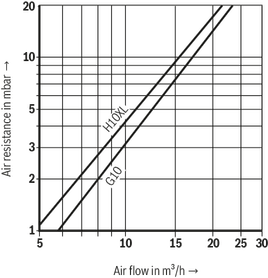
圖表/特征曲線
在測試溫度=20℃下測量
保養;

一般技術數據:

相關產品型號推薦;
7 SL 30 ... 60
7 SL 90 ... 130
7 SL 30/21
7 SL 45/21
7 SL 60/21
7 SL 90
7 SL 130
德國rexroth空氣過濾器B 7 SL現貨