 化工儀器網
化工儀器網


詳細介紹
上海韜世不二越nachi DLC銑刀
不二越于1928年(昭和3年),為實現當時幾乎全部依賴進口的機械工具的國產化而在富士山創立。創始人井村荒喜先生認為,“只有機械工具領域的自立才是發展我國產業的基礎所在”,在這種強烈的使命感驅使下,將自己的抱負體現為“不二越”的創業精神。所謂不二,正如佛經上所說的“善惡不二、邪正一如”或“迷悟不二”, 現象不同的事物,看來截然相反的事物,如果站在更高立場上深層次地探究其本質,就會發現他們本是同一事物。“越”是日本北陸地區的古稱,代表“高志”的意思。
NACHI品牌源于日本/大和的始祖 -- 熊野的那智大社,體現了高昂的事業熱情。1929年(昭和4年),昭和天皇為視察國產獎勵產業而巡幸關西,在大阪市政廳察看了作為優秀國產品的不二越鋸條(金屬切割鋸刀)。 創始人井村荒喜先生衷心感激這一無上榮譽,設計了NACHI標記,并以此作為商標。
鋁合金的干式加工
采用具有高硬度、低摩擦系數、耐磨性等特性的DLC(類金剛石碳)涂層技術,可進行鋁合金的干式加工
適于精密模具的無研磨加工
出色的排屑功能
通過低摩擦系數的DLC涂層和較低的芯厚度、高扭力、大傾角、為切屑排出設置轉折點的切削刃,實現切屑附著少、排出性*。
系列
DLC銑刀鋁合金、DLC銑刀 半徑
上海韜世不二越nachi DLC銑刀
特點/性能
DLC的結構

DLC涂層摩擦系數小,鋁金屬不易熔敷

DLC銑刀 鋁金屬用干式加工



切削條件
| 立銑刀 | :10mm |
| 切削速度 | :314m/min (10,000min-1) |
| 進給速度 | :1,000mm/min (0.05mm/刃) |
| 被切削材 | :A5052 |
| 切削油 | :吹氣 |
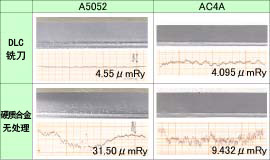
DLC銑刀 鋁金屬用濕加工

切削條件
| 立銑刀 | :10mm |
| 切削速度 | :314m/min (10,000min-1) |
| 進給速度 | :1,000mm/min (0.05mm/齒) |
| 被切削材 | :A5052,AC4A |
| 切削油 | :水溶性 |
| 切削長度 | :11m |
DLC銑刀 半徑磨損比較


切削條件
| 立銑刀 | :9mm |
| 切削速度 | :572m/min (20,000min-1) |
| 進給速度 | :6,000mm/min (0.15mm/齒) |
| 被切削材 | :ADC12 |
| 切削油 | :DLC銑刀 半徑(*干式) 無涂層立銑刀(水溶性) |
| 切削長度 | :40m |
產品按照標準和生產,產品可滿足用于石化、電廠等行業,同時根據不同的產品也適用于其他行業,改進和擴大提高了自己的產品供給,公司生產的銑刀,受到了本國和國內外客戶以及市場的青睞,*設計,壽命超長,性能穩定,密封性強,精密鑄造,外觀精美。性質穩質,包裝優良。
相關相關請點擊:上海韜世nachi DLC銑刀
 化工儀器網
化工儀器網