 化工儀器網
化工儀器網


詳細介紹
上海韜世日本不二越nachi金剛石球頭銑刀
金剛石涂層
用物質中硬的100%金剛石進行涂層
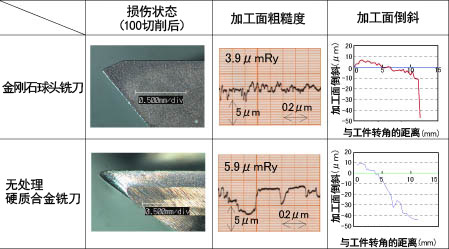
壽命長
高硅鋁加工后壽命為無處理超硬鉆頭的10倍以上
高精度
在鋁加工中無熔敷和毛刺,加工面
系列:金剛石銑刀,金剛石銑刀短刃型,金剛石球頭銑刀
產品按照標準和生產,產品可滿足用于石化、電廠等行業,同時根據不同的產品也適用于其他行業,改進和擴大提高了自己的產品供給,公司生產的銑刀,受到了本國和國內外客戶以及市場的青睞,*設計,壽命超長,性能穩定,密封性強,精密鑄造,外觀精美。性質穩質,包裝優良。
上海韜世日本不二越nachi金剛石球頭銑刀
特點/性能
100%的金剛石涂層
- 合成的金剛石涂膜是由許多的微細晶體形成的多晶薄膜
- *不含有類似金剛石燒結體的粘結劑
- 作為切削刃作用的部分具有可與天然金剛石相匹敵的硬度
可簡單制作具有復雜形狀的工具
- 由于超硬工具表面覆有金剛石涂層,因此極易形成任何形狀的切削刃
可制作小徑工具
- 合成的金剛石涂膜是由許多的微細晶體形成的多晶薄膜
- 具有金剛石燒結體工具難以實現的小徑工具的金剛石化性能
金剛石涂層的被切削材

鋁合金壓鑄材料的加工


切削條件
| 立銑刀 | :2mm |
| 切削速度 | :150m/min (24,000min-1) |
| 進給速度 | :1,800mm/min (0.038mm/齒) |
| 被切削材 | :DC12 |
| 切削油 | :水溶性 |
石墨加工


切削條件
| 立銑刀 | :R6mm |
| 切削速度 | :230m/min (6,000min-1) |
| 進給速度 | :1,800mm/min (0.15mm/齒) |
| 被切削材 | :石墨 |
| 切削油 | :吹氣 |
高硅鋁合金的加工
切削條件
| 立銑刀 | :8mm |
| 切削速度 | :250m/min (10,000min-1) |
| 進給速度 | :1,200mm/min (0.06mm/齒) |
| 被切削材 | :A390 |
| 切削油 | :水溶性 |

上海韜世不二越nachi軸承、不二越nachi閥等產品,價格合理,使用范圍廣,部分常規型號有現貨。如需采購可咨詢。我將竭誠為您服務。請您詢問時請備注貴公司營業執照抬頭、連系方式;您需要的品牌型號數量發給我們。我們將按順序*時間給您回復報價,歡迎惠顧!
更多詳情,請咨詢:上海韜世nachi金剛石球頭銑刀
 化工儀器網
化工儀器網