 化工儀器網
化工儀器網


詳細介紹
日本不二越NACHI 高硬型3刃鉆直銷進口
不二越于1928年(昭和3年),為實現當時幾乎全部依賴進口的機械工具的國產化而在富士山創立。創始人井村荒喜先生認為,“只有機械工具領域的自立才是發展我國產業的基礎所在”,在這種強烈的使命感驅使下,將自己的抱負體現為“不二越”的創業精神。所謂不二,正如佛經上所說的“善惡不二、邪正一如”或“迷悟不二”, 現象不同的事物,看來截然相反的事物,如果站在更高立場上深層次地探究其本質,就會發現他們本是同一事物。“越”是日本北陸地區的古稱,代表“高志”的意思。
NACHI品牌源于日本/大和的始祖 -- 熊野的那智大社,體現了高昂的事業熱情。1929年(昭和4年),昭和天皇為視察國產獎勵產業而巡幸關西,在大阪市政廳察看了作為優秀國產品的不二越鋸條(金屬切割鋸刀)。 創始人井村荒喜先生衷心感激這一無上榮譽,設計了NACHI標記,并以此作為商標。
高精度鉆孔加工
使用切削平衡性出眾的3片刃,實現高精度加工
使用壽命長
通過采用耐熱性、耐磨性出眾,適用于高硬度材料的超硬材質與AQUA-EX涂層,延長了使用壽命!!
高進給加工
采用兼具銳度和強度的刀尖形狀,通過小扭轉角實現主體的高剛度化,從而實現穩定的高進給加工
產品系列
Ø3 ~ Ø16
日本不二越NACHI 高硬型3刃鉆直銷進口
特點
切削平衡性出眾,較適合的溝槽、刀尖形狀的3片刃鉆頭
 | 高精度鉆孔加工
|
提高了耐熱性、耐磨性的AQUA-EX涂層
AQUA EX 涂層
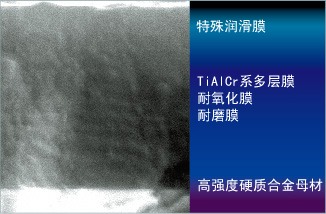
- 通過特殊潤滑膜和平滑處理,實現順暢的切屑排出性
- 配置Al含量較多的涂層,確保高耐氧化性(1100°C)
- 通過多層化,抑制膜的龜裂擴散。通過適度的壓縮應力,實現膜的高硬度化(3300HV)。
提高耐磨性。
耐氧化性評價 ( 大氣中1100℃ - 個小時保持后的氧化狀態 )
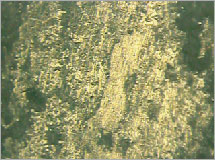 其它公司產品 (耐氧化產品目錄值1200°) 全氧化 | 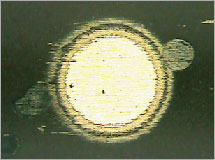 AQUA EX 涂層 約50%氧化 |
適用加工材料
低碳素鋼 SS400, S10C | 碳素鋼 S45C, SCM440 | 預硬鋼 SUJ, NAK | 調質鋼 SKD, SKH | 淬硬鋼 Hardened Steels | |
|---|---|---|---|---|---|
 150HB 150HB | 225HB | 275HB | 30 40HRC | 40 50HRC | 50 65HRC |
| × | × | × | × |  | |
不銹鋼 | 耐熱合金 Ti/Ni Alloys | 鑄鐵 FC/FCD | 鋁合金 AC/ADC | 銅•銅合金 Cu | |
| SUS304 | SUS420 | ||||
| × | × | × | × | × | |
:非常適用  :適用 ×:不適用 無標記:不推薦
:適用 ×:不適用 無標記:不推薦
性能
采用SKD61(53HRC)使用壽命延長
200孔加工后的磨損比較
| 其它公司同等產品 | AQDEX3FH |
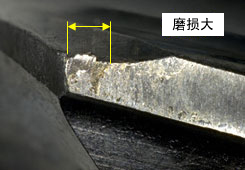 | 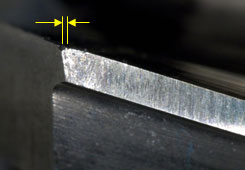 |
| 248孔加工后的磨損 | 500孔后停止加工(可繼續使用) |
| 加工條件 | |||||
|---|---|---|---|---|---|
| 鉆頭直徑 | : | Ø6 | 切削油 | : | 水溶性切削油 |
| 切削速度 | : | 40m/min | 加工深度 | : | 18mm |
| 進給速度 | : | 265mm/min | 通孔 | : | 階式 6mm |
| 加工材料 | : | SKD61 (53HRC) | |||
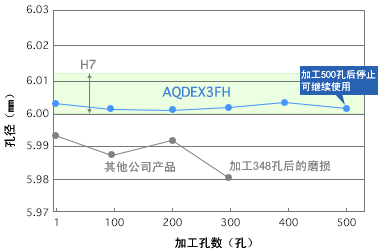
SKD11(60HRC)高硬度材料的鉆孔精度
通過高硬度材料實現高精度加工并延長使用壽命
鉆孔精度
| 加工條件 | |||||
|---|---|---|---|---|---|
| 鉆頭直徑 | : | Ø6 | 切削油 | : | 水溶性切削油 |
| 切削速度 | : | 20m/min | 加工深度 | : | 18mm |
| 進給速度 | : | 80mm/min | 通孔 | : | 無階式 |
| 加工材料 | : | SKD11 (60HRC) | |||
上海韜世不二越nachi軸承、不二越nachi閥等產品,價格合理,使用范圍廣,部分常規型號有現貨。如需采購可咨詢。我將竭誠為您服務。請您詢問時請備注貴公司營業執照抬頭、連系方式;您需要的品牌型號數量發給我們。我們將按順序*時間給您回復報價,歡迎惠顧!
更多詳情,請咨詢:日本不二越NACHI 高硬型3刃鉆
 化工儀器網
化工儀器網