
13472521719
當前位置:上海鼎振儀器設備有限公司>>耐磨試驗機>>德國Erichsen>> PSA D24 1312涂料涂層抗石擊試驗儀





1 主題內容和適用范圍
本標準描述了涂于金屬或塑料上的單一或多層的涂料涂層的抗石擊性能的評定方法。
2 原理 上海鼎徵儀器儀表設備有限公司
石擊試驗是在涂有涂料涂層的試板上,以一定的入射角,按規定流量和能量噴射一定數量和規格的鐵丸,
然后將這一塊試板在 40℃水中浸泡 24 小時,再按上述方法進行第二次石擊。
石擊后的試板用膠帶拉過之后,用涂層剝落級別和密度,以及露底數量(非強制性)來評定抗石擊性。
3 儀器和試劑
3.1 恒溫間
溫度為 23℃±2℃,濕度無要求。
3.2 石擊儀
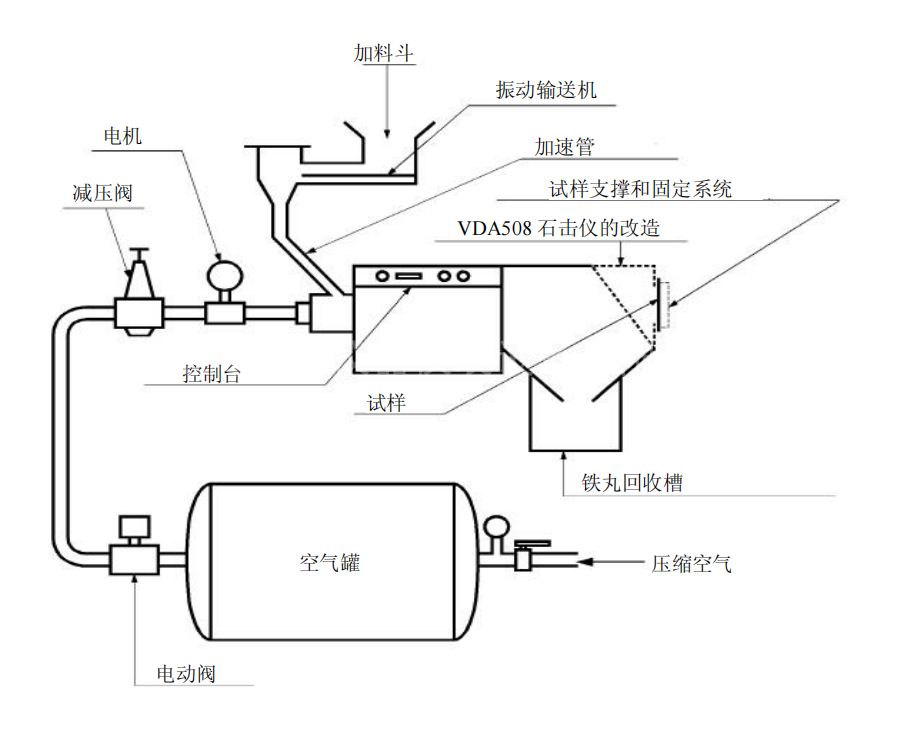
按附錄 1 的儀器原理圖,由 ERICHSEN 公司生產,編號 VDA 508。
石擊儀應進行改造,使試板垂直于噴射方向放置,
使用者向VELLZY的DPTA/DMOV/MXP的涂料部門申請,就可得到改造的詳細方案。
注:石擊儀應配備壓力表,其精度為 0.1 bar 。
3.3 鐵丸
經過淬火的鐵丸,其洛氏硬度為 61~65,有棱角,平均直徑為 4~5mm,由 ERICHSEN 公司生產。
3.4 FORD 槽
與試驗方法 D27 1327 所用的槽相同。
3.5 試板
關于涂料試板的標準化文件中規定的鋼板、鋁板或塑料板,最小尺寸是 85×85 mm。
3.6 膠帶
與試驗方法 D25 1075 所用的膠帶相同。
3.7 天平:
量程為 2kg,可到克。
3.8 秒表
3.9 去離子水
實驗室制備,裝入浸槽時的電阻率大于 200 000Ω/cm。
每周更換一次。
4 試樣的制備
4.1 實驗室試樣制備
試板采用鋼板、鋁板或塑料板(3.5)。
將想要做抗石擊性能評定的涂料按涂裝工藝涂覆在試板上。
記下整個涂裝工藝的所有相關參數:表面處理、每道涂層的厚度、烘干溫度等等。

4.2 從零件上切取試樣
對已涂裝的零件,如:車門、發動機罩、塑料件等,進行抗石擊性能評定時,應在零件上最平整的曲率半
徑大于 1m 的部位進行切割,切割面積至少 50 mm×50mm ,切割時應注意試板的邊緣不應有毛刺。
如果試樣的尺寸小于 85 mm×85 mm,應將試樣粘貼在至少是 85 mm×85 mm 的鋼板上。
如果在零件上不能切割出相對平整的試樣,如:扭力桿、橫向穩定桿、雨刮、輪輞等,可直接將零件或零
件的一部分放在石擊儀(3.2)的噴射窗口前。
應該用與零件形狀相匹配的遮蔽物,將零件和噴射窗口之間遮住,以避免鐵丸噴射到石擊儀(3.2)外面。
如果證實方案更為實用,同樣也可用兩個或更多的零件并排遮蔽噴射窗口,并省去遮蔽物。
4.3 試樣的調整
涂裝后的試板應置于恒溫間(3.1)中,至少調整 16 小時。
注:如果涂料干燥溫度低于 120℃,試板涂漆后 7 天才能進行 16 小時的調整。
5 操作方法
· 將石擊儀(3.2)接到壓縮空氣管網上,壓縮空氣壓力≥為 6 bar,≤壓力為 10 bar。
· 接通電源,使空氣罐充滿空氣。

5.1 儀器的校正
· 為了保護試板固定系統,在它上面固定一塊金屬板。
· 先打開電動閥門,將壓縮空氣壓力調到 1bar±0.05 bar(特殊要求除外)。
· 將在加料斗和加速管之間起分隔作用的鐵丸流出口抬高 10mm。
· 在加料斗中加入 500g±1g 的鐵丸(3.3)。
· 起動石擊儀。
· 當鐵丸落入加速管時啟動秒表。
· 當最后一個鐵丸流出時停止秒表,并記錄鐵丸流出時間。
· 如果鐵丸流出時間不是 10 s±1s,則利用預設按鈕提高或降低鐵丸流出速度。
· 如果鐵丸流出時間不是 10 s±1s,重復操作。
5.2 試驗過程
5.2.1 將預先按 4.3 調整好的試樣固定在石擊儀(3.2)的試樣支架上。考慮到試驗時產生的噪音,噴射機常常
安放在恒溫間外,在這種情況下,要保證從恒溫間出口到完成噴射試驗之間的時間少于 5 分鐘。
5.2.2 在加料斗中倒入 500g 鐵丸(3.3),將鐵丸回收槽固定在石擊儀上(3.2)。
5.2.3 開動石擊儀,使鐵丸全部流出。
5.2.4 關閉石擊儀,然后從樣板支架上抽出試板。
5.2.5 將試板在裝滿 40℃±1℃去離子水(3.9)的水槽(3.4)中浸泡 24 小時。
5.2.6 試樣從水槽(3.4)中取出后的 1~1.5 小時之間,按 5.2.1~5.2.4 節操作方法進行第二次石擊。
5.2.7 如果此后 24 小時內不再使用石擊儀(3.2),應關閉電源,排空空氣罐。
5.2.8 在整個石擊試板的表面上粘貼膠帶(3.6),再按試驗方法 D25 1075 中“操作方法”的要求將膠帶拉起。
5.3 質量跟蹤和安全
5.3.1 質量跟蹤
· 鐵丸噴射管應每年檢查一次。
· PSA 標致-雪鐵龍集團對原裝石擊儀改造后的噴射窗口,不應出現變形。
· 鐵丸噴 200 次后應進行更換,可利用石擊儀上所裝的試驗次數計數器。
· 在試驗開始前,每天應校準一次壓力、鐵丸重量和流出時間。
5.3.2 安全
· 超過 24 小時不進行試驗,建議關閉石擊儀(3.2)電源,并排空空氣罐。
· 操作人員進行試驗時應佩戴隔音耳塞。
6 結果的表示
試驗之后,試板的抗石擊性能按照以下三個規范進行評定,其中一項為非強制性。
6.1 剝落級別
試樣的剝落密集區域與附錄 2 給出的照片相同,則其剝落級別分別對應于照片的 1~6 的編號。
如果試樣剝落密集區域介于兩個剝落級別之間,應給出中間級別。
例如:試樣剝落密集區域介于 3 級和 4 級之間→3/4 級。
注:
· 應系統地去除試樣的部分剝落,距邊緣小于 5 mm 的剝落不應考慮。
· 當一大塊剝落是由許多較小塊的剝落堆積成的,不應作為大塊剝落面評分,如果沖擊點一個一個是分開
的,則應進行剝落評定。
說明:僅與 1~3 評分有關。
· 塑料件的涂料涂層無剝落現象時,只評為 1 級。
6.2 剝落密度
統計試樣上剝落的數量和面積,面積包括已按 6.1“剝落級別”定級的剝落密集區域,以及下一級別的剝
落密集區域,不計算輕微剝落區域的面積,剝落數量記為 n。
如果試樣石擊面積不是 0.64 dm2 ,該面積為石擊儀(3.2)噴射窗的面積。
則按下式計算出 0.64dm2 面積內剝落數 N:
N = n×0.64 /S
式中:
n = 整個試樣的剝落數量;
S = 試樣的石擊面積,用 dm2表示。 按下表用字母 A~E 評定剝離密度:
| 評 級 | n (或 N,當 S≠0.64dm2時) |
| A | 1~9 |
| B | 10~24 |
| C | 25~74 |
| D | 75~150 |
| E | >150 |
6.3 露底數量(任意選用)
露底數量應按試驗方法 D29 5342 評定。
6.4 評定舉例
抗石擊性能的評定應按 6.1,6.2 和 6.3 節中的規定進行,并按照這一順序,用三種方法表示(第三種可任
意選擇)。
例如:3 C 2
7 測量不確定度
抗石擊性能的評價采用評定的方法,其測量不確定度無法確定。
8 試驗報告
試驗報告除了測試結果外,還應包括:
· 本試驗方法的編號;
· 零件號,當試樣從零件上取樣;
· 底材原始狀況;
· 詳細的試板涂裝工藝,產品編號,供應商名稱,漆膜厚度,等;
· 試驗室制備樣板以及零件上截取的樣板的烘干條件;
· 試驗方法中未考慮的操作細節,以及可能影響試驗結果的偶然因素。
石擊儀的原理圖
請輸入賬號
請輸入密碼
請輸驗證碼
以上信息由企業自行提供,信息內容的真實性、準確性和合法性由相關企業負責,化工儀器網對此不承擔任何保證責任。
溫馨提示:為規避購買風險,建議您在購買產品前務必確認供應商資質及產品質量。






 化工儀器網
化工儀器網