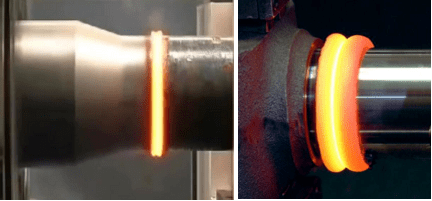
攪拌摩擦焊(FSW)作為一種固相連接技術,具有焊接效率高、焊接變形小、能耗低、設備簡單、焊接過程安全等一系列優點。經過30多年的發展,FSW已經在航空航天、軌道交通、船舶運輸等領域得到了廣泛應用。
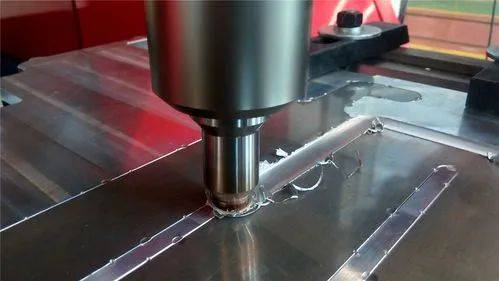 ▲攪拌摩擦焊
▲攪拌摩擦焊
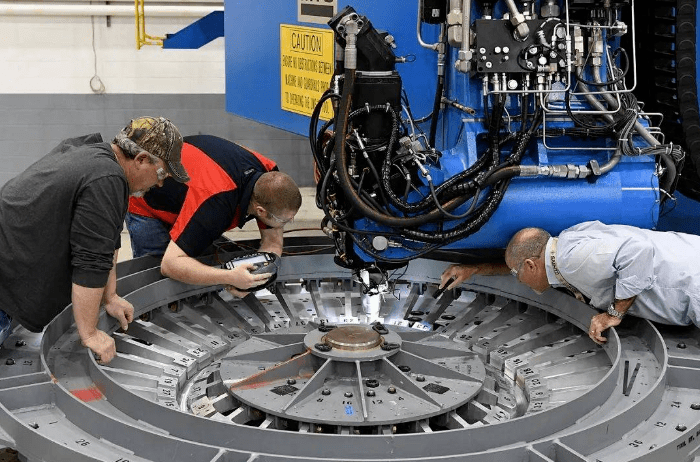
FSW的應用場景
在節能、環保的大背景下,汽車、飛機、高鐵、船舶逐漸向輕量化的方向發展,以鋁合金為代表的輕合金由于具有密度低、剛度高、耐腐蝕性強、加工性能好等優良特性,逐步取代鋼鐵成為了運輸機械的主要結構材料。隨著高性能鋁合金的相繼問世,各國都在大力推動鋁合金加工成形技術的研究與發展。

以汽車制造領域為例,傳統燃油汽車車身結構主要應用鋼鐵材料,隨著新能源汽車的發展,續航里程成為顧客使用體驗的主要影響因素。在目前技術條件下,提升汽車的輕量化水平是增加新能源汽車續航里程的一個有效可行的方式,因此輕質材料獲得了越來越多的應用。
PART02、FSW技術特點
在鋁合金結構傳統焊接過程中,由于其熱膨脹系數大,焊接時極易產生變形,為了防止變形,鋁合金在焊接過程中產生氣孔、熱裂紋等缺陷。為了解決鋁合金焊接時出現以上的問題,研究人員提出了一種新的固相焊接方法:攪拌摩擦焊。
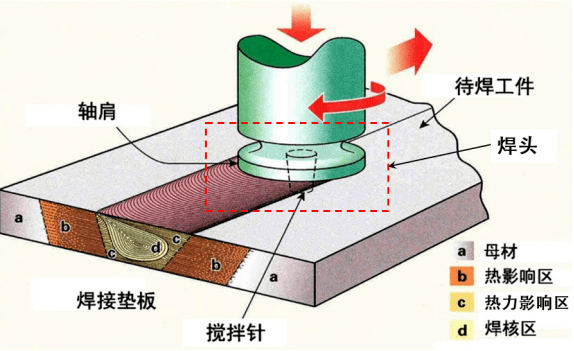 ▲FSW原理示意圖
▲FSW原理示意圖
攪拌摩擦焊,焊接過程中母材不發生熔化和凝固過程,為此避免了鋁合金熔化焊中因材料熔化及凝固過程而帶來的氣孔、裂紋及合金元素燒損等問題,從根本上解決了鋁合金焊接難題。同時,攪拌摩擦焊類似于鍛造的壓力加工過程,最終形成致密的鍛造組織,不同于熔化焊形成的鑄造組織接頭,接頭力學性能(強度、塑性、疲勞性能等)明顯優于傳統熔化焊。
PART03、北京新興日祥提出的解決方案
攪拌摩擦焊以其技術優勢,迅速得到了廣泛應用,但在焊接過程中也會遇到未熔合、裂紋等缺陷問題,極大影響了汽車、飛機、高鐵、船舶的安全,甚至造成嚴重的經濟損失。針對攪拌摩擦焊如何進行精準檢測的難題,北京新興日祥推出了無損檢測解決方案,可以有效解決攪拌摩擦焊缺陷檢測諸多問題。
01. 攪拌摩擦焊車身焊縫檢測案例

攪拌摩擦焊車身焊縫檢測方案 主要針對汽車、高鐵等領域,鋁合金攪拌摩擦焊缺陷的檢測。這類檢測涉及交通安全,因此對檢測的效率和精度要求都很高。
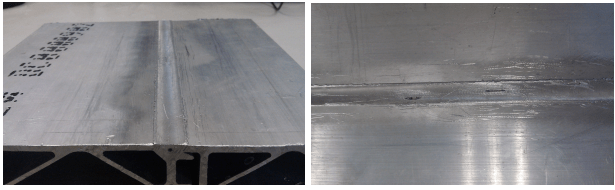
 ▲客戶提供的鋁合金工件
▲客戶提供的鋁合金工件
北京新興日祥在檢測方案中采用Omniscan SX或X3相控陣探傷儀,搭配10L32-A10探頭,這種解決方案使用全聚焦相控陣主機與檢焊縫探頭,提高了探測攪拌摩擦焊未熔合或裂縫的性能。我們還可為用戶提供一些特別設計的薄型楔塊,從而更進一步完善了這種解決方案。
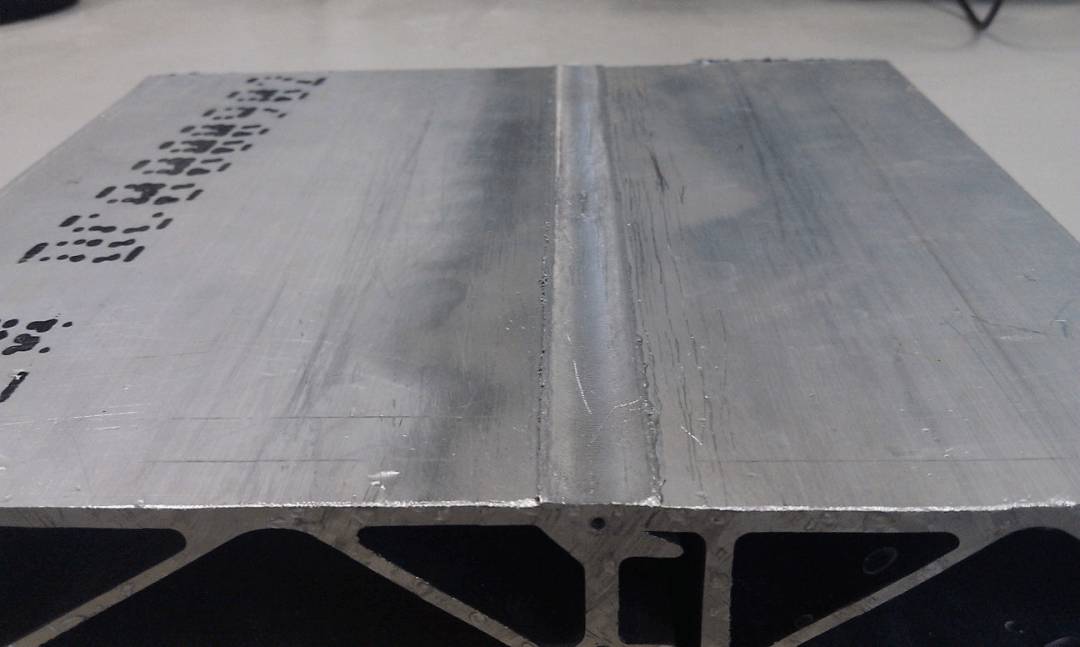
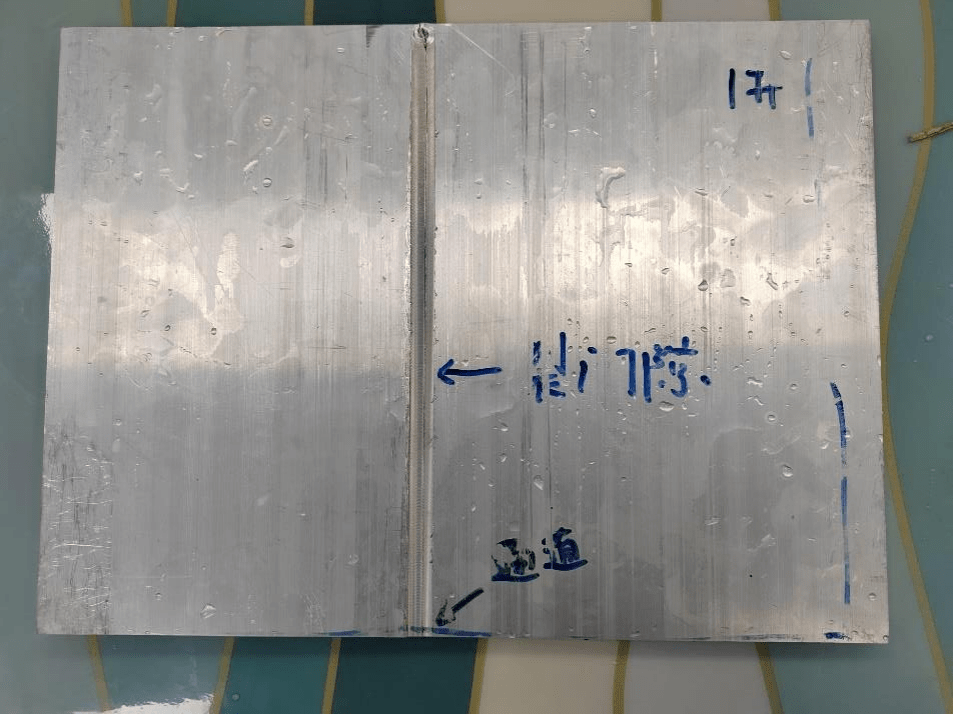
 ▲檢測的第二種鋁合金工件
▲檢測的第二種鋁合金工件
【檢測的工件情況】
材質:鋁合金,厚度 4mm
結構:摩擦焊試件帶支撐結構
焊縫寬度:14mm
【檢測結果】
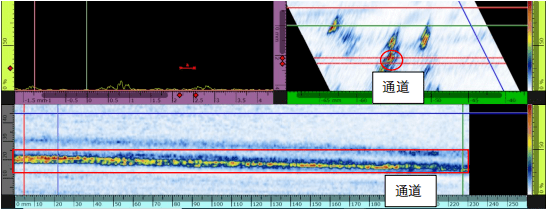
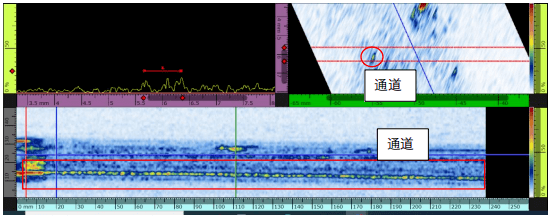
在橫通孔和表面刻槽一面進行檢測,結果如下圖:
從下圖 C 掃描和扇掃描圖像清晰地看到橫通孔缺陷。
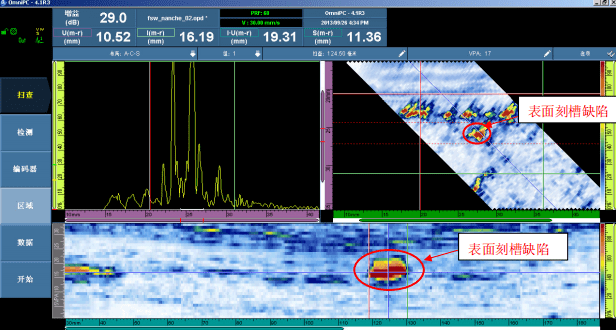
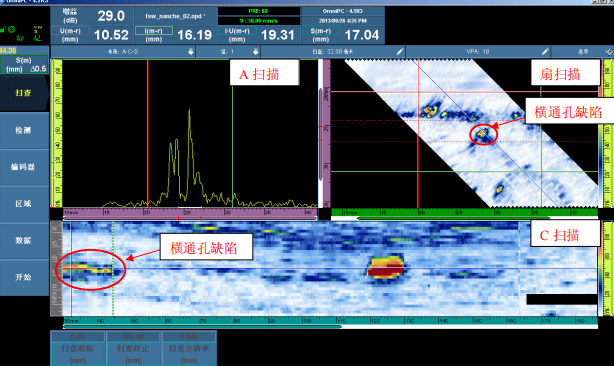 ▲缺陷圖形顯示
▲缺陷圖形顯示
從下圖 C 掃描和扇掃描圖像可以清晰地看到表面刻槽缺陷,缺陷長度 11.36mm
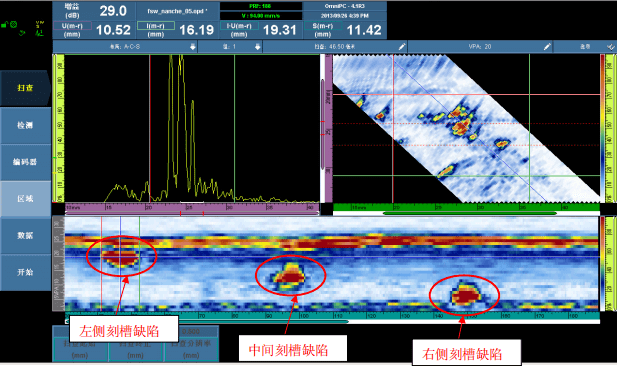
在不同位置表面刻槽一面進行檢測,結果如下圖:

從下圖 C 掃描和扇掃描圖像可以清晰地看到不同位置的表面刻槽缺陷,缺陷長度分別為11.42mm,9.65mm 和 9.21mm。
結論
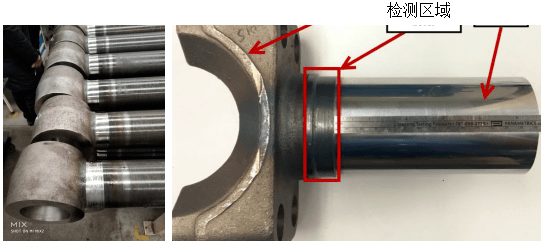
02. 摩擦焊接PA檢測應用方案
檢測工件:
客戶主要檢測是否存在未融合的缺陷,如下圖
檢測設備方案:
主機:Omniscan SX或X3相控陣探傷儀
配置:Cobra Scanner
5DL16-12x5-A25-P-2.5-OM

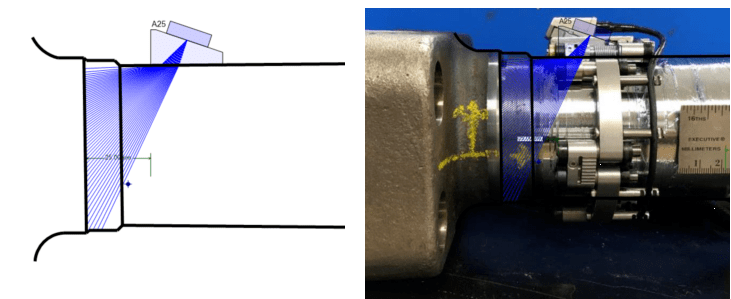
檢測工藝制定:
由于需要檢查90度的焊接斜面,A25型縱波(DLA-TRL )
聚焦法則30-89 度,根據工件的尺寸留出合適的步進偏移量
檢測效果:
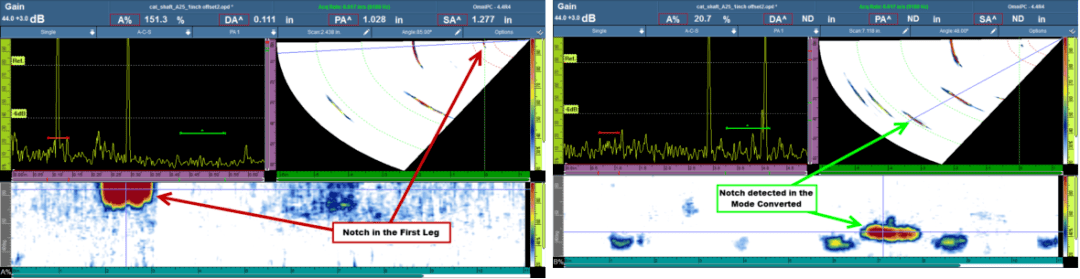
結論
03. 綜合制造領域檢測方案
由于在輕質材料及異種材料連接上的天然優勢以及良好的綜合成本,所以攪拌摩擦焊在綜合制造過程中正發揮越來越重要的作用。業內人士一般使用無損檢測探傷儀來進行檢測焊接情況,比如北京新興日祥代理的Evident OmniScan X3就是適用于焊縫檢測的探傷神器。
附件:攪拌摩擦焊探頭+楔塊
樣件描述:攪拌摩擦焊焊縫樣板 3 塊
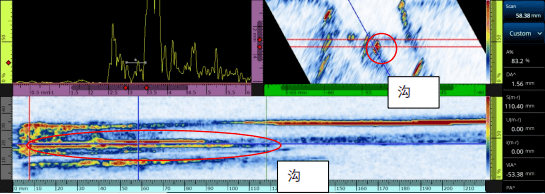
在整個 C 掃上都有顯示
測量間隙寬度 4.1mm
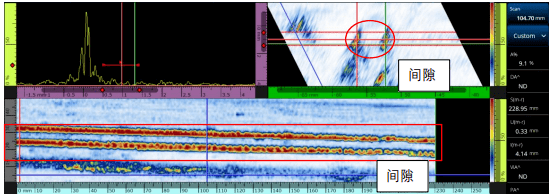
正面:測長 15.7mm,
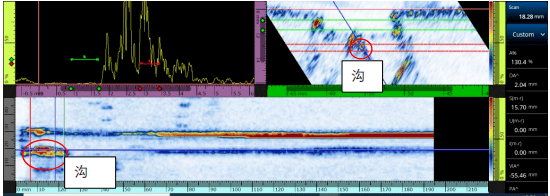
正面:溝槽測長:110mm
04. 攪拌摩擦焊集成系統
攪拌摩擦焊相控陣檢測系統集成設備FOCUS PX
Evident提供一套完整的高級相控陣集成解決方案,可以滿足您苛刻的檢測要求。這套解決方案包含以下設備和軟件:一種性能強大且可擴展的采集設備:FOCUS PX;一款強大的數據采集和分析軟件程序:FocusPC;三個軟件開發包(SDK):FocusControl、FocusData和OpenView,可使您基于自己的應用自行定制軟件界面,并通過對FocusPC的控制,實現全自動檢測操作。

其很高的數據傳輸速率,可以使用戶在不降低檢測速度的情況下,檢索未壓縮的A掃描。FOCUS PX的可擴展性架構可以將多4臺儀器并聯在一起使用。這樣就可使用戶從一個檢測站對高級多探頭配置進行驅動,從而在單次檢測中覆蓋焊縫區域。
 您好, 歡迎來到化工儀器網
您好, 歡迎來到化工儀器網
