當前位置:昆山熙日機械設備有限公司>>技術文章>>高真空油擴散泵冷卻水管新型焊接工藝
本文介紹了高真空油擴散泵一種新型的冷卻水管與泵壁異種金屬焊接工藝,通過焊接材料和焊接方法對比,并進行了大量試驗驗證,得出了此焊接工藝工作效率高,導熱效果良好,并且消除了高真空擴散泵冷卻水管易脫落,返酸等現象。
高真空油擴散泵是用來獲得高真空或超高真空的重要設備。廣泛用于真空冶金、真空熱處理、真空鍍膜、電子工業、航空航天、原子能等工藝領域。
高真空油擴散泵的冷卻形式分為水套冷卻和盤管冷卻,理論上水套冷卻效果好,外形美觀,但是隔水擋圈不能與水套內表面進行緊密接觸,實際冷卻效果不理想,在國外同類產品沒有采用此冷卻方式,只有國內少部分廠家采用此冷卻方式。
盤管冷卻目前應用廣泛,冷卻水在水管中流動性好、冷卻均勻。但是由于盤管與泵壁的外表面接觸面小,如果兩者之間不填充導熱物質,其冷卻效果差。
為了提高盤管冷卻效果必須在盤管和泵壁之間填充導熱效果好的介質。
泵壁外部的冷卻水管為紫銅空心圓管,紫銅管的重量輕、導熱性好 (導熱系數為100w/m℃不銹鋼為13w/m℃) 、耐腐蝕性強、易彎曲、不易裂縫、不易折斷等優點,因此非常適合泵壁冷卻水管使用要求。冷卻水管與泵壁接觸時為線接觸,不能很好的將能量從一端傳至另一端,為了強化傳熱的途徑,只有增加傳熱面積來提高傳熱效率。
我公司在2010年以前,高真空油擴散泵冷卻水管和泵壁采用錫鉛焊料釬焊焊接法,但是錫焊在焊接過程中需要添加酸性物質,經過一段時間泵壁出現滲酸現象,產品質量及外觀大打折扣。
1、試驗過程
高真空擴散泵泵壁的材料為碳鋼,泵壁上纏繞的冷卻水管材料為紫銅,這兩種材料在焊接中稱為異種金屬焊接 (鋼與有色金屬焊接) ,異種金屬焊接比同種金屬焊接困難得多。
1.1、材料性能對比
首先對兩種焊接材料特性進行了分析,從表1可以看出,銅和鐵的導熱系數、線膨脹系數、熔點、收縮率差異比較大,焊接時熱量迅速從加熱區傳導出去,使母材與填充金屬難以熔合;焊接時,在焊縫金屬晶粒間存在低熔點共晶,在焊縫冷卻凝固過程中將產生較大的焊接應力,因此在接頭的脆弱部位形成熱裂紋;這對銅和鐵焊接質量非常不利。
表1 銅和鐵物理性能的比較

1.2、焊材的選擇
由于異種金屬之間金屬化學成分差別很大,過渡層各部位的性能將對焊接整體性能有重要影響。所以,在選擇焊接材料和確定焊接工藝時不僅考慮焊縫金屬本身的成分和性能,而且還要考慮過渡層可能形成的成分和性能。
銅和碳鋼焊接采用了SG-Cu Si3焊絲,此焊絲為硅青銅焊絲,焊絲含有3%的硅及少量錳的青銅,熔點在965~1035℃,焊接工藝性能優良,焊縫機械強度高,焊接完畢后,過渡層的主要成分為Cu,導熱系數高。而且SG-Cu Si3焊絲主要用于青銅、黃銅、紫銅與鋼的焊接。
1.3、焊接過程
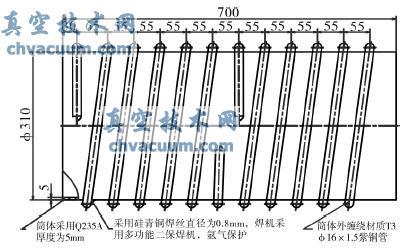
首先,按照高真空擴散泵材質和冷卻形式,制造一臺樣品 (見圖1) 。采購直徑0.8 (mm) 和1.0 (mm) 硅青酮焊絲各一公斤,焊接方式選擇了TIG和MIG兩種方式。
圖1 試驗筒體
1.3.1、TIG焊接試驗
TIG (鎢極氬弧焊) 焊接法的主要優點是可焊接的材料范圍廣,不受形狀和形式、面積約束;焊縫根部易焊透,接頭熱影響區小,焊件變形及裂紋傾向小,焊縫成型好等優點。先行利用TIG焊接進行試驗,從圖2可以看出焊接后的焊縫均勻,泵壁和冷卻水管無缺陷。因TIG焊接焊接效率不高,因此對焊接效率進行了測算,焊接速率僅為1.6mm/S,認為此焊接方式不適合批量生產。
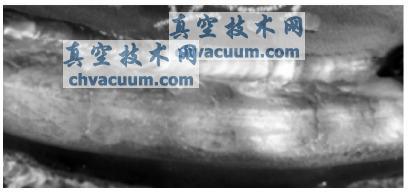
圖2 硅青銅焊絲采用TIG焊法
1.3.2、MIG焊接試驗
和TIG焊一樣,它幾乎可以焊接所有的金屬,尤其適合于焊接鋁及鋁合金、銅及銅合金以及不銹鋼等材料,與TIG焊相比它不采用鎢極,成本比TIG焊低,而且生產效率高。
異種金屬焊接選擇合適焊接參數是至觀重要的。根據兩種材料特性,選擇小電流大電壓參數。焊接時焊絲對準坡口中心,保證銅側和鋼側母材同時熔化,減少鋼側未熔化缺陷產生。經過一些系列的焊接試驗,
從圖3可以看出焊接外形美觀,焊接截面熔合效果良好,增加了導熱面積而且焊材熔化后的材料為銅。焊接速率9mm/S,是TIG焊接的7倍。

圖3 試驗硅青銅焊絲,采用MIG焊接方式
1.4、成本核算
擴散泵原錫鉛焊接工藝與現焊接工藝成本對比如下:
從表2表3可以看出,無論材料和人工費用都降低了60%左右,效益上比較客觀的。
表2 材料費用對比
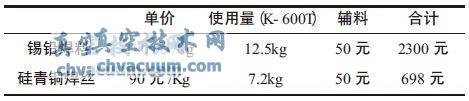
表3 人工費用對比

2、試驗測試結果
2.1、焊縫試驗
整體焊接完畢后,通0.3MPa水壓檢漏,并保壓10分鐘,焊接銅管無漏水現象。
擴散泵在加熱過程中斷水20分鐘,再進行通水,冷卻水管無脫落,無漏水現象。
3.2、整體性能試驗
硅青銅焊絲焊接的成品 (見圖4) ,安裝在調試工位上進行性能測試,在調試過程中利用紅外測溫儀逐點測量泵壁和冷卻水管溫度,測量得到的數據進行分析和對比。
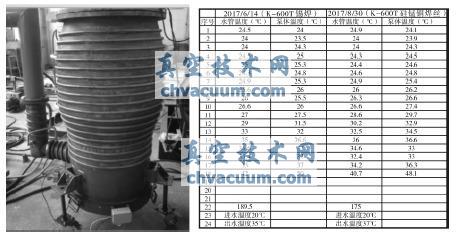
圖4 焊接成品調試試驗
從上述數據可以看出,冷卻水管的冷卻溫度快速的傳遞到泵壁上,冷卻效果不亞于錫鉛焊接形式。
3、結論
硅青銅焊接在小批量試制中,采用MIG焊法,焊接效率高,成本低,成型好。但是需要一些專門工裝來保證焊接工人的水平趨于一致。焊接過程中細化焊接工藝參數,才能達到良好的焊接效果。
參考文獻
[1]斯重遙,周振豐.焊接手冊版北京[S]:機械工業出版社出版1992.
請輸入賬號
請輸入密碼
請輸驗證碼
以上信息由企業自行提供,信息內容的真實性、準確性和合法性由相關企業負責,化工儀器網對此不承擔任何保證責任。
溫馨提示:為規避購買風險,建議您在購買產品前務必確認供應商資質及產品質量。



