貴州食品廠污水設備IC厭氧反應器
IC(internal circulation)反應器是新一代高效厭氧反應器,即內循環厭氧反應器,相似由2層UASB反應器串聯而成,用于有機高濃度廢水,如,玉米淀粉廢水、檸檬酸廢水、啤酒廢水、土豆加工廢水、酒精廢水。
貴州食品廠污水設備IC厭氧反應器
貴州食品廠污水設備IC厭氧反應器
日麗IC高效厭氧反應器
濰坊日麗環保設備有限公司專業為您介紹污水厭氧生物處理工藝-- IC 厭氧反應器
20世紀70年代以來,厭氧技術以其節省能源并可進行能源回收、處理成本低以及更適于處理高濃度有機廢水等突出優點受到了廣大水處理工作者的認可與重視,其發展出現了第2個高潮。到了20世紀80年代中期,結合了現有廢水處理工藝與內循環技術的內循環(IC)厭氧反應器應運而生,它是由荷蘭Paques公司在UASB基礎上推出的第3代高效厭氧反應器,以其處理容量高,投資少,占地省,運行穩定等優點而深受矚目,并已成功地應用于啤酒生產、造紙及食品加工等行業的生產污水處理中。IC反應器是對現代高效反應器的一種突破,有著重大的理論意義和實用價值。
1、IC反應器的構造、工作原理及特點
1.1 IC反應器的構造
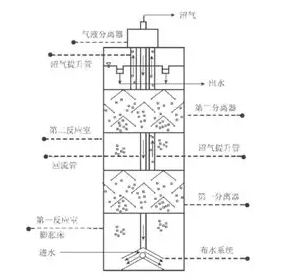
IC反應器可以看作由2個UASB反應器串聯構成,具有很大的高徑比,一般為4~8,高度可達16~25m,由5個基本部分組成:混合區、反應室、內循環系統,第二反應室和出水區,其中內循環系統是IC工藝的核心構造,由一級三相分離器、沼氣提升管、氣液分離器和泥水下降管組成(見圖1)。
1.2 IC反應器的工作原理
IC反應器的5個基本部分有其各自的特點,以下對各部分作簡要介紹。
1.2.1 混合區(進液和混合)
廢水通過布水系統進入反應器內,在混合區與從IC反應器上部返回的泥水混合液、反應器底部的污泥充分混合,由此產生對進液的稀釋和均質作用,從而大大減輕了沖擊負荷及有害物質的不利影響。
1.2.2反應室(污泥膨脹床區)
廢水和顆粒污泥混合物在進水與循環水的共同推動下,進入反應室,由于回流的影響,此部分產生較大的上升流速,大可達10~20m/h,導致此部分污泥處于膨脹流化狀態,廢水和污泥之間產生強烈而有效的接觸,優化了傳質,大大地提高了生化反應速率。有機物質在此也盡可能多的被分解,同時產生大量的沼氣,這些氣體被一級三相分離器收集并導入沼氣提升管,通過這個提升裝置部分泥水混合物被傳送到反應器頂部的氣液分離器,氣體在這里被分離后導出系統。
1.2.3 內循環系統
反應室產生的氣體被一級三相分離器收集進入沼氣提升管中,產生氣提作用,氣體攜帶著泥水混合物快速上升,在反應器頂部的氣液分離器分離之后排出,剩余的泥水混合物則經泥水下降管向下流入反應器底部的混合區,由此在反應器內形成內循環。氣提動力來自于上升的和返回的泥水混合物中氣體含量的巨大差別,因此,這個泥水混合物的內循環不需要任何外加動力。值得一提的是,這個循環流的流量隨著進液中COD量的增大而自然增大,因此反應器具有自我調節的作用,原因是在高負荷條件下,產生更多的氣體,從而也產生更多的循環水量,稀釋作用隨之增大。根據不同的進水COD負荷和反應器的不同構造,內循環量可達進水流量的0.5~5倍。這對于反應器的穩定運行意義重大。
1.2.4第二反應室(精處理區)
經反應室處理后的廢水除一部分參與內循環外,其余污水通過一級三相分離器進入第二反應室的污泥床進行剩余COD的降解過程,這部分相當于一個有效的后處理過程,提高和保證了出水水質。產生的氣體被二級三相分離器收集并導出反應器。在第二反應室內的污泥負荷較低,水力停留時間相對較長,水力流態接近于推流狀態,因此廢水在此得到有效處理并避免了污泥的流失。廢水中的可生物降解有機物幾乎得到*的去除。由于大量的COD已在反應室中去除,第二反應室的產氣量很小,不足以產生很大的流體湍動,加之,內循環流動不通過第二反應室,因此混合液的上升流度很小。這兩個原因使生物污泥能很好地保留在反應器內。
1.2.5出水區
經、二反應室處理的污水經溢流堰由出水管導出,進入后續的處理工藝。經IC反應器處理后的污水COD去除率一般在80%以上。
1.3 IC反應器的特點
IC反應器是在UASB基礎上發展起來的,它很好地解決了UASB的一些弊病。IC反應器采具有以下特點:
1.3.1容積負荷率高,水力停留時間短
IC反應器進水有機負荷率一般可高出普通的UASB反應器的3~4倍。即使處理較低濃度有機廢水,如啤酒廢水,當COD為2000~3000mg/L時,進水容積負荷率也可達20~25kgCOD/(m3·d),HRT僅為2~3h,COD去除率可達80%。
1.3.2節省基建投資和占地面積
處理同樣的廢水,IC反應器的體積為普通UASB反應器的1/4~1/3左右,加之大高徑比,使其基建投資低,占地面積特別省。
1.3.3抗沖擊負荷能力強,且具緩沖pH能力
IC反應器的內循環流量與進水在反應室充分混合,使原廢水充分稀釋,提高了系統的抗沖擊能力。并且可利用內循環流量中COD轉化的堿度,對反應器內pH緩沖,減少進水的投堿量。
1.3.4沼氣提升實現內循環,不必外加動力
IC反應器的內循環以自身產生的沼氣作為提升的動力實現,不必另設水泵,從而可節省能耗。
1.3.5出水的穩定性好
因為IC反應器相當于上下兩個UASB反應器的串聯運行,廢水經粗處理后又進入精處理區,出水水質較為穩定。
1.3.6啟動期短
IC反應器的啟動期一般僅為1~2個月,而UASB反應器的啟動周期長達4~6個月。
2、IC反應器的應用
自1985年荷蘭PAQUES公司建立了個IC中試反應器;1988年座生產性規模的IC反應器投入運行以來。目前,IC反應器已成功地應用于啤酒生產、造紙及食品加工等行業的生產污水處理中。
2.1處理土豆加工廢水
土豆加工廢水是典型的高濃度有機廢水,生產時主要有高、低濃度2種,其中高濃度廢水含有氨基酸、蛋白質、糖類、酰胺類、鉀鹽和纖維素等多種化合物;低濃度水主要是洗滌水。土豆加工廢水具有COD濃度高、可生化性強的特點。個中試IC厭氧反應器以及其后建成的100m3IC厭氧反應器都是用于處理這種廢水,IC厭氧反應器的容積負荷達到了35~50kgCOD/(m3·d),停留時間為4~6h,而處理同類廢水的UASB反應器容積負荷為10~15kgCOD/(m3·d),停留時間為十幾至幾十小時。
2.2 處理啤酒廢水
啤酒廢水主要來自糖化和發酵車間,廢水的COD約為1500~3000mg/L,有時可達4000~5000mg/L,可生化性強,不含明顯抑制厭氧微生物生長的物質。用IC反應器處理,容積負荷可達15~30kgCOD/(m3·d),水力停留時間為2~4h,COD去除率在75%以上;而UASB處理啤酒廢水,容積負荷一般僅為4~7kgCOD(m3·d)。
我國部分啤酒廠采用了IC工藝處理啤酒廢水,比如上海富士達釀酒公司、沈陽華潤雪花啤酒有限公司和哈爾濱啤酒(沈陽)有限公司都采用了此處理工藝。
2.3處理造紙廢水
在1996年以來的處理造紙廢水的工程項目中,IC反應器工程比例大大超過了UASB反應器,造紙工業也已成為IC反應器應用多的領域之一。IC反應器可用于各類廢紙制漿的廢水處理達標排放,通過治理后的廢水回用,即不同程度的封閉循環,或者*沒有廢水排放的*。
3、反應器的啟動及厭氧污泥顆粒化
IC反應器建立后如何在短期內快速啟動反應器是整個廢水處理的關鍵。反應器中顆粒污泥的形成也是反應器啟動的關鍵。
良好的厭氧污泥顆粒化受多個過程影響,包括微生物體從固體顆粒表面的吸附和解吸附,微生物的附著,生物膜的增長和解體等。顆粒化需一定的水力條件,如水力停留時間小于微生物大生長率的倒數,上流速度小于顆粒的終降速,保證一定的流速沖刷以使顆粒成型并保持一定的密度和厚度而不至于過大。反應器內固液氣三態的流態化、回流液與進液的混合、反應器的內部結構、規模的大小等都對污泥顆粒化有一定的影響。
實際應用中,接種污泥的性質對IC反應器的啟動非常重要。實際工程中多用UASB厭氧顆粒污泥接種,啟動速度相對較快。絮狀污泥也可作為接種污泥啟動反應器,但速度較慢,其穩定性還需進一步研究。反應器啟動后形成的顆粒污泥粒徑多在1mm以上,大可達5mm。

4、結語
IC反應器是一種新型的高效厭氧反應器,它是對現代高效反應器的一種突破,有著重要的理論意義與實用價值,應用前景廣闊,值得深入研究與實踐。
--以上為濰坊日麗環保設備有限公司為您介










 化工儀器網
化工儀器網