
13472521719
當前位置:上海鼎振儀器設備有限公司>>耐磨試驗機>>美國Taber>> GB/T1768色漆清漆耐磨性的測定旋轉橡膠砂輪


| 應用領域 | 印刷包裝,紡織皮革,汽車 |
|---|

GB/T1768-2006色漆和清漆/耐磨性的測定/旋轉橡膠砂輪法本標準等同采用標準 ISO7784-2:1997«色漆和清漆 耐磨性的測定 第2部分:旋轉橡膠砂輪法»(英文版) 。
為便于使用,對于 IS07784-2 : 1997,本標準做了下列編輯性修改:
a) 刪除了標準的前言和引言 i
b) ISO7784-2.1997的規范性引用文件中引用的 IS06507-1:1982在標準文本中沒有引用,故本標準第2章不再引用該標準1
c) IS07784-2:1997中所引用的 IS02808目前已有全新版本 ISO2808:1997(原來未發布) ,故本標準直接引用了 IS02808:1997;
d) 7.2的注中增加了目前國內常用的圓形試板尺寸 ;100 mm;
e) 將標準附錄 B中校準用砂紙[符合歐洲磨耗品生產商聯合會(FEPA)出版的磨粒大小標準43-GB-1984 P系列中的 P180號]改為符合 GB/T9258. 2-2000中相應規格的砂紙,
f) 增加了參考文獻,將資料性附錄中引用的文件 GB/T9258. 2-2000列出,
g) ISO7784-2:1997中所引用的 IS048:1994在標準文本中沒有引用而僅在資料性附錄中引用,故本標準第2章不再引用該標準,而在參考文獻中列出等同采用該標準的 GB/T6o31-1998;
h) 去掉了磨耗試驗使的腳注,因為符合標準要求的儀器目前在國內已能很方便地購得,
i) 根據試驗時的實際情況,對標準中來表述清楚的內容稍作補充:對機膠砂輪的腳注作了修改,増加了5. 3的注,8,3. 2, 1的注。
本標準代替 GB/T 1768-1979 ( 1 98 9) «漆膜耐磨性測定法» 。
本標準與前版 GB/T1768-1979(1989)的主要技術差異為:
一結果表示的方法不同 。 本標準第 3章規定耐磨性可以是以經過期定次數的摩擦循環后漆膜的質量損耗來表示,也可以是以磨去該道涂層至下道涂層或底材所需要的循環次數來表示,而前版僅規定耐磨性是以在一定的負載下經規定的磨擦次數后漆 膜的質量損耗來表示,
一在5. 1. 1中增加了磨耗試驗儀轉臺的轉速為(60±2)r/min的規定
一在5. 1. 2中改變了橡膠砂輪厚度、新橡膠砂輪外徑以及使用中様膠砂輪的小外徑的尺寸規定 i増加了對安裝后的兩個橡膠砂輪內表面之同的距離、通過兩個橡膠砂輪轉軸的軸線與轉臺的中心軸線之l可的距高等內容的規定,
一在5, 1. 2中增加了對橡膠砂輪使用期的規定,
一在5. 1. 4及圖1中増加了對兩個吸生嘴的口徑、相對位置及距高以及吸'l111嘴安裝后吸生裝置中的氣壓等內容的規定,
一在5. 1. 3及5. 2中增加了對磨耗試驗儀的計數器、.破碼等內容的規定;
一本標準5. 3規定采用整新介質來整新砂輪,而整新介質的選擇應根據所選的橡膠砂輪而定,前版規定新砂輪用砂輪修整機整新, l日砂輪用 o號金剛砂布整新,
一在8. 3. 2. 4中增加了每運轉5oo轉后都要來用整新介質來整新橡成砂輪的規定,
一本標準7. 1規定底材可以選用 IS01514: 1993中規定的底材,如有可能,盡可能使用與實際使用時相同類型的材料,但應平整無變形,而前版規定底材為玻璃板,
一在附錄 B中増加了対磨耗試驗儀進行校準的方法的規定,
一在5.5中天平精度由1 mg改為 0. 1 mg,
一本標準8. 4. 2規定僅在涂層表面因桔皮、刷痕等原因而不規則時,才需在測定前先預磨50轉
而如果進行了這一操作,需在報告中注明,前版期定每塊樣板試驗前都要先預磨50轉,且沒有要求在報告中注明;
一本標準8. 4. 6及附錄 B中 B. 3. 3規定試板及標準鋅板經過磨擦后在稱重前應用不起毛的紙把表面擦凈,前版規定用毛筆提輕抹去浮屑,
一本標準 9. 1 規定當結果以質量損耗來表示時應平行試驗三次,且取三次測定值的平均值,前版規定平行試驗兩次,每次測定值與平均值之差不大于平均值的7% 。
本標準的附錄 A為規范性附錄,附錄 B和附錄 C為資料性附錄。
本標準由中國石油和化學工業協會提出 。
本標準由涂料和顏科標準化技術委員會歸口 。
本標準起草單位:中國化工建設總公司常州涂料化工研究院、上海現代環境工程技術有限公司 。
本標準主要起草人:彭菊芳。
本標準于1979年*發布,,1989年確認,本次修訂。
本標準是有美色漆、清漆及相關產品取樣和試驗的系列標準之一 。
本標準規定了采用橡膠砂輪并通過橡膠砂輪的旋轉運動進行磨擦來測定色漆、清讓或相關產品的干膜的耐磨性的試驗方法。
下列文件中的條款通過本標準的引用而成為本標準的條款 。 凡是注日期的引用文件,其隨后所有的修改單(不包括勘誤的內容)或修訂版均不適用于本標準,然而,鼓勵根據本標準達成協議的各方研究是否可使用這些文件的全新版本 。 凡是不注日期的引用文件,其全新版本適用于本標準 。
GB/T31:86 色漆、清漆和色漆與清漆用原材料 取樣(GB/T3186-2006,IS0l5528:2000,IDT)
GB/T9271 色讓和清讓 標準試板(GB/T9271-l988,eqv IS01514:1984)
GB/T13452.2 色漆和清漆 漆膜厚度的測定(GB/T13452.2-1992,eqvlS02808:1974)
GB/T20777 色漆和清漆 試樣的檢査和制備(GB/T20777-2006,IS〇1513:1992,IDT)
在規定條件下,用固定在磨耗試驗儀上的橡膠砂輪磨擦色法或清漆的干漆膜,試驗時要在檯膠砂輪上加上規定重量的砝碼 。 耐磨性是以經過規定次數的磨擦循環后漆膜的質量損耗來表示,或者以磨去該道涂層至下道涂層或底材所需要的循環次數來表示a
對于任何特定的應用而言,本標準規定的試驗方法需要用補充資料來完善 。 補充資料的條款在附錄 A中列出。
5. 1 磨耗試驗儀,由5. 1. 1至5. 1.4所述部件組成(見圖1)。
5. 1. 1 轉合,能以(60士2)r/min的轉速旋轉,并且能將試板定中心安裝在轉合上且牢固地面定住 。
5. 1.2 兩個橡膠砂輪,每個橡膠砂輪厚(12.7士0. 1)rnm。將這兩個橡膠砂輪分別安裝在水平轉軸上并且能繞轉軸自由轉動。 兩個橡膠砂輪內表面之問的距離為(53. 0士0. 5)mrn,假設的通過這兩個轉軸的軸線與轉臺的中心軸線之間的距高為(19, l±0. 1)mm。新的橡膠砂輪外徑為(51. 6士0. 1)mm,在任何情況下橡酸砂輪的外徑都不得低于44. 4 mm。
橡膠砂輪型號的選擇應經有關方商定。
由于橡膠砂輪的橡膠粘結材料會逐漸變硬,因而應檢査其硬度是否符合生產商規定的技術要求。 如果已超過了橡膠砂輪上生產商標注的截止日期,或者對于沒有給出截止日期的自購買之日起已超過一年的,橡膠砂輪不能再使用 。
1) 根據涂料產品使用時的磨耗情況,分別進擇美國 Taber Industries公司的三種型號的橡臟砂輪 CS-10F、CS-10、CS-17 或約定的磨耗作用分別與其相當的橡膠砂輪。
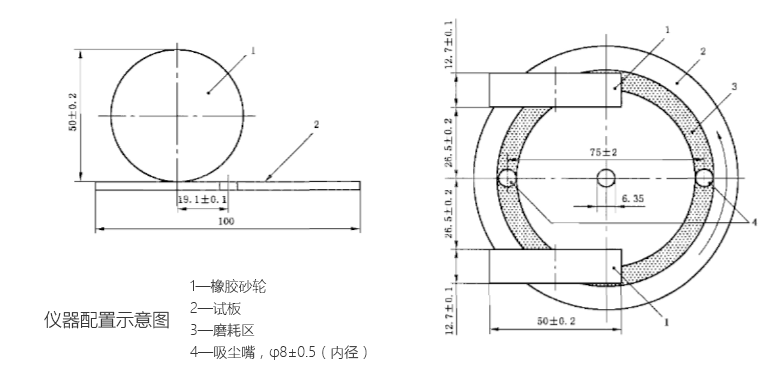
5. 1. 3 記數器,記錄轉臺的循環(運轉)次數 。
5. 1. 4 吸塵裝置,有兩個吸塵嘴。 一個吸塵嘴位于商個砂輪之問,另一個則位于沿直徑方向與一個吸生嘴呈相反的位置。 兩個吸塵嘴軸線之同的距離為(75士2)mm,吸塵嘴與試板之同的距離為(1~2)mm。
吸塵嘴定位后,吸塵裝置中的氣壓應比大氣壓低1. 5 kPa2 ~1. 6 kPa。
5. 2 砝碼,能使每個橡膠砂輪上的負載逐漸増加,大為1 kg。
5. 3 整新介質,以磨擦圓片的形式存在,用于整新橡膠砂輪。
注:應根據不同的橡膠砂輪進擇不同的整新介質。
5. 4 技推板,厚度為(0. 8~1)mm,用于儀器的校準(參見附 B).
5.5 天平,精到0.1 mg。
按GB/T 3186的規定,取受試產品(或多涂層體系中每一個產品)的代表性樣品。
按GB/T20777的規定,檢査和制備試驗樣品。
7,1底材
除非另外商定,按GB/T9271的規定選擇底材,如有可能,應盡量選擇與實際使用時相同類型的材料。試板底材應平整且沒有變形,否則受試涂層的磨耗將不均勻。
7,2形狀和尺寸
試板的形狀和尺寸應能使試板正確固定在儀器上,試板中心開有一個直徑為6.35mm的孔a
注:常用的試板尺寸為100mmX100mm或f100mm。
7.3處理和涂裝
除非另外商定,接GB/T9271的規定處理每一塊試板,然后將受試產品或產品體系按規定的方法進行涂裝。
7.4干操和狀態調節
將每一塊已涂i案的試板在規定的條件下干燥(或烘烤)并放置(如適用)規定的時同。
7,5涂層的厚度
按GB/T13452.2規定的一種方法測定于膜的厚度,以µm表示。
8,1試驗條件
除非另外商定,在溫度(23±2)℃和相對濕度(50±5)%條件下進行試驗。
8.2儀器的技準
校準儀器(附B中給出了校準步驟的示例)。
8.3橡膠砂輪的準備
8.3.1檢査様膠砂輪是否満足5,1‘2規定的要求。
8.3.2為確保機膠砂輪的磨耗作用維持在一恒定的水平,按照生產商的規定并按8.3,2.1至8.3.2.4準備橡膠砂輪。
8.3.2.1將所選擇的橡膠砂輪安裝到各自的凸環架上,注意不要用手直接接觸磨標面。調節橡膠砂輪上的負載至有關方商定的值。
注:組膠砂、輪上的負載用砝碼的標示質量(加壓臂質量與砝碼自身質量之和)來表示。
8.3,2.2將整新介質圓片安裝到轉臺上。小心放下磨擦頭使様膠砂輪放在圓片上。放置好吸塵嘴,調節吸塵嘴的位置使之距高國片表面約1mm。
8.3.2.3將計數器設定為零a
8.3.2.4打開吸塵裝置然后啟動轉臺。將橡膠砂輪在整新介質圓片上通轉規定的轉數來整新橡膠砂輪。
注:常用的轉數是50轉。
在測試毎個試樣前以及每運轉500轉后都要以這種方式整新橡膠砂輪,使磨掠面剛好呈圓柱形,并且磨擦面與側面之同的邊是観利的,沒有任何彎曲半徑。*使用前要整新新的様膠砂輪。
8.4測定
8.4.1除非另外商定,將涂膜試板在溫度(23±2)°C和相對濕度(50±5)%條件下狀態調節至少16h。8.4.2如果涂層表面因描皮、刷痕等原因而不規則時,在測試前要先預磨50轉,再用不起毛的_紙擦凈。如果進行了這一操作,則應在試驗報告中注明a
8.4.3稱重狀態調節后的試板或已預磨并用不起毛的紙擦凈的試板,精到0.1mg,記錄這一質量。8.4.4將試板固定在轉臺上,把磨據頭放在試板上,放好吸塵嘴。
8. 4. 5 將計數器設定為零,打開吸塵裝置,然后啟動轉臺 。
8. 4, 6 經過期定的轉數后,用不起毛的紙將殘留在試板上的任何琉松的磨屑除去,再次稱量試板并記這一質量 。 檢査試板看涂層是否被磨穿 。
8. 4. 7 通過以一定的問隔中斷試驗來更精地測量磨穿點并計算經過規定轉數的磨擦循環后的平均質量損耗a
8. 4. 8 在另外兩塊試板上重復8‘4. 2至8. 4, 6的步驟并記錄結果。
9. 1 對每一塊試板,用減量法計算經商定的轉數后的質量損耗 。
計算所有三塊試板的平均質量損耗并報告結果,精到1 mg。 注:也可計算中斷試驗的每個同隔的質量損耗。
9. 2 計算法層或多涂層體系中的面涂層被磨穿所需的平均轉數 。
注: 抹層磨穿后,質量損耗受底材磨損的影響.
參見附錄 C。
試驗報告至少應包括下列內容:
a) 識別受試產品所必要的全部細節,
b) 注明參照本標準
c) 補充資料的條款見附錄A,
d) 注明為補充上述 c)項資料所參照的標準或國家標準、產品規格或其他文件; e) 橡膠砂輪的負載及所用.橡膠砂輪的類型,
f) 第9章所指出的試驗結果,
g) 表面是否因為不規則而進行預磨,
h) 與規定的試驗方法的任何不同之處;
i) 試驗目期。
附 錄 A (規范性附) 需要的補充資料
為使本方法能正常進行,應適當提供本附中所列的補充資科的條款。
所需要的資料應由有關方商定,可以全部或部分地取自與受試產品有關的標準、國家標準或其他文件。
a) 底材的材料、厚度和表面處理;
b) 受試涂科施法于底材的方法,如果是多涂層體系還應包括涂層同干燥的時同和條件;
c) 試驗前,涂層干燥(或供烤)并放置(如適用)的時同和條件 l
d) 干涂層的厚度(以µm計),按 GB/T13452. 2進行測量的測量方法以及是單一涂層;還是多涂層體系 ,
e) 與8. 1規定不同的試驗溫度和濕度。
附 錄 B (資科性附錄儀器的校準)
B.1 總則
校準所需的輔助設施如技準板和砂紙從磨耗儀生產廠獲得。通常生產廠把鋅板作為校準板.
B.2 儀器
儀器除符合第5章規定外,還應包括下列設施 。
B.2.1 兩個橡破輪
每個棟膠輪厚(12. 7士0. 1)mm,總直徑為(50. 0±0. 2)mm(包括外面包覆的棟膠條) ,輪子外周包覆一條厚6 mm、硬度為(50士5)IRHD(按 GB/T6031-1998規定進行測定)的橡膠條。將線膠輪安裝在水平轉軸上并能繞轉軸自由旋轉。
兩個橡膠輪內表面之同的距離為(53. 0+0. 5)mm,假設的通過這兩個轉軸的軸線與轉合的中心軸線的距離為(19. 1± 0, 1)mrn。 裝置的質量分布應使每個橡膠輪施加在試板上的力為(110. 02)N。
B.2.2 砂紙條
寬(12-+-0.2)mm,長約175rnm。砂紙的等級應符合 GB/T9258. 2-2000的磨粒大小標準 P系列中的 P18o號。
注:也可從某些生產商她購得自粘砂紙。
B. 2. 3 雙面膠帶
如果買不到自粘砂紙可使用寬為(12士0. 2)mm,長約175 mm的雙面膠帶條。
B.3 校準步驟
B. 3. 1 除非另外商定,將砂紙、膠帶(如使用)及試板在溫度(23±2)℃和相對濕度(50士5) %條件下狀態調節至少16 h。
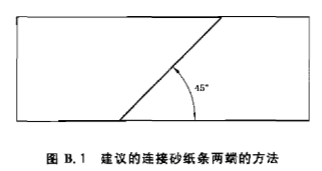
B. 3. 2 將狀態調節后的砂紙條用狀態調節后的膠帶(如必須)粘到橡膠輪的圓周上. 調整每一個條帶的長度使其能蓋住檔膠輪的圓周表面而沒有任何重豊或問隙。
注:建議將條帶切成的45°角,這樣接頭與様膠輪的運行方向不成直角(見圖 B. 1)。
B. 3. 3 如果使用新的鋅板,使用前按 B. 3. 5、B. 3. 6規定的步驟在轉臺上磨2oo轉,然后用不起毛的紙掠凈。
B.3.4 稱重狀態調節后的鋅板,精到1 mg并記錄這一質量。
B. 3. 5 在磨耗試驗儀的每個臂上施加5oo g負載,將鋅板固定在轉臺上,并將磨擦頭放下置于鋅板上, 放好吸塵嘴。
B. 3. 6 將計數器設定為零,打開吸生裝置,然后啟動轉臺 。
B. 3. 7 運轉5oo轉后用不起毛的紙清潔鋅板,重新稱量鋅板并記錄這一質量。
B. 3. 8 再進行 B. 3. 2至 B. 3. 7步驟兩次,每次都使用新的砂紙條。
B. 3. 9 第3次試驗后,計算這三次校準試驗的平均質量損耗。
B. 3. 10 鋅板的平均質量損耗應為(110士30)rng。 如果平均質量損耗超出這一范圍,檢査儀器并進行糾正。
附錄C(資料性附錄)精密度
目前還沒有相關的精密度數據
如果要測定這些數據,本方法應僅在同一實驗室內進行。如果再實驗室間進行,使用涂層的等級評定。
請輸入賬號
請輸入密碼
請輸驗證碼
以上信息由企業自行提供,信息內容的真實性、準確性和合法性由相關企業負責,化工儀器網對此不承擔任何保證責任。
溫馨提示:為規避購買風險,建議您在購買產品前務必確認供應商資質及產品質量。














 化工儀器網
化工儀器網